

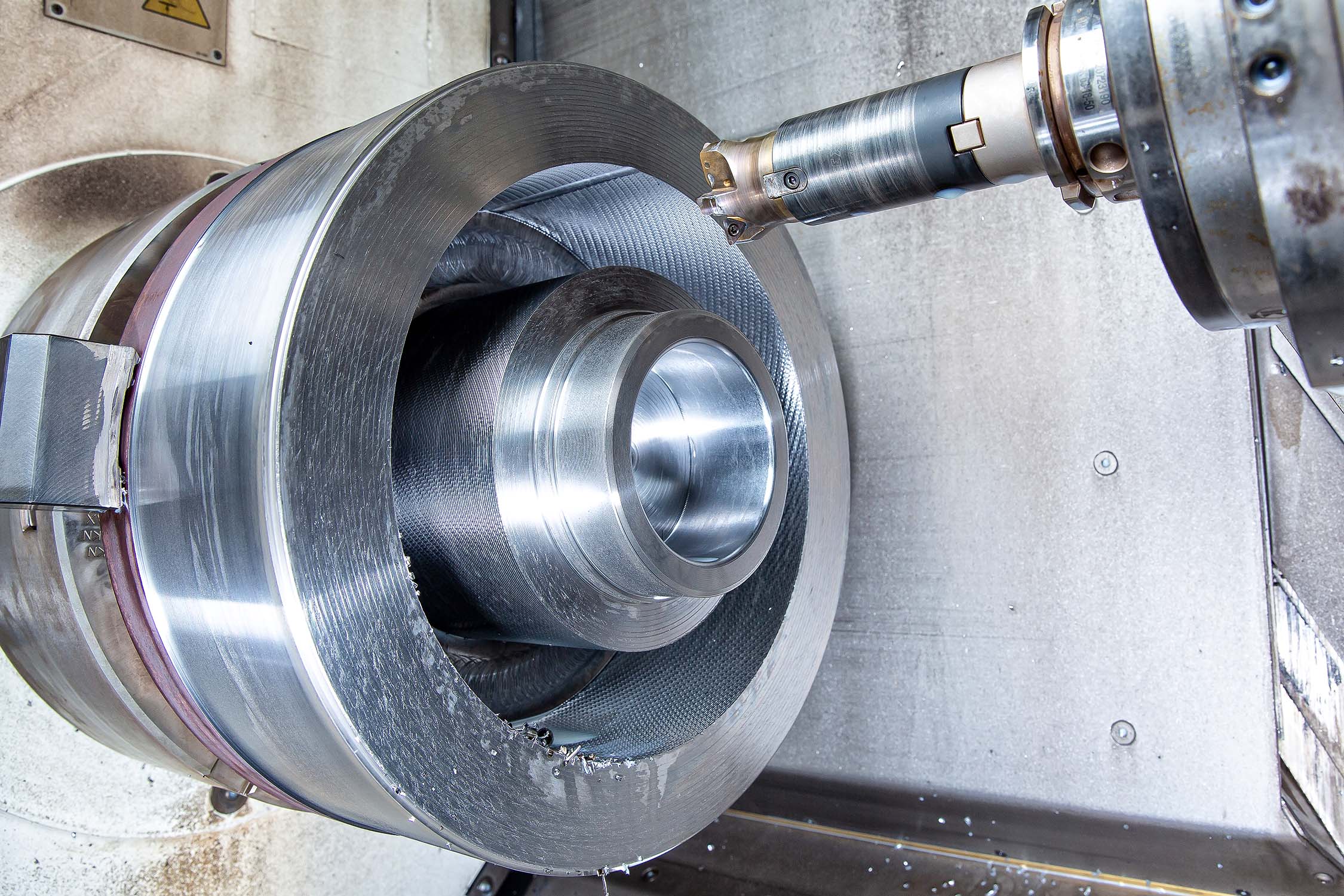
Carbide insert and cutting tool manufacturer Horn reports an application at Jörg Bamann Mechanische Werkstatt, a job shop in Geretsried, Germany, where a Horn DAH high-feed, indexable-insert milling cutter in a B-axis lathe is able to helically interpolate a circular groove into a round steel workpiece 14 times faster than a toroidal mill.
The 42CrMo4 (1.7225) alloy steel billet, quenched and tempered to 1000 N/mm², requires the rough machining of a 40 mm wide groove with a 240 mm outside diameter and a depth of just less than 90 mm. This component is a key part of a hydraulic rotator, used in construction and forestry for rotating attachments carried by excavators.
Seeking to optimise the groove machining process, owner Jörg Bamann approached Horn application engineer Korbinian Niedermeier, who recommended a high-feed milling solution. The subcontractor has been using Horn products for two decades.
Bamaan says: “Before switching to milling, we tried to produce the recess in the component by axial turning. We also tried a five-flute toroidal milling cutter with indexable inserts in the B-axis tool spindle. Neither were sufficiently successful.”
Niedermeier instead proposed a 40 mm diameter, high-feed DAH mill with five triple-edged inserts. At a cutting speed of 150 m/min, the tool is helically interpolated into the rotating workpiece with a continuous infeed depth of 1 mm and 0.8 mm feed per tooth. The new machining time for the recess is now just seven minutes per component, more than 14 times faster, while the life of the indexable inserts has increased threefold to 90 components per edge.
Bamann confirms: “Using the high-feed milling cutter has reduced the cycle time considerably and the load on the machine has also decreased, as cutting pressure and vibration are lower.”
For further information www.phorn.co.uk





