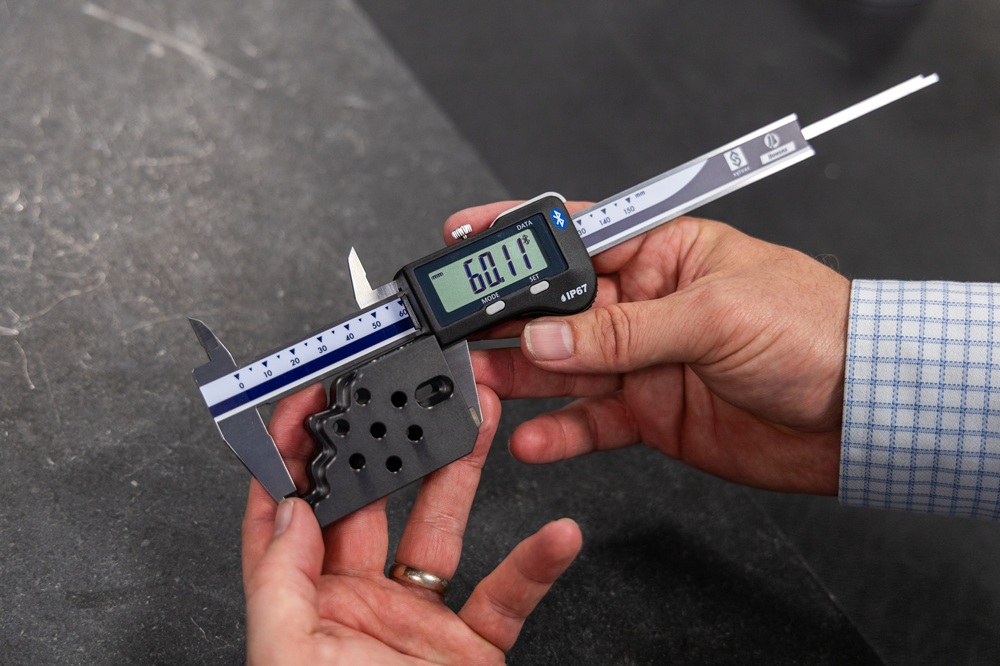
Bowers Group has unveiled its latest advancement in connected metrology, launching the new Bowers BT 150 mm caliper and the Bowers Connect software, compatible with all Bluetooth-enabled products and the wider Sylvac range. Together, this smart, integrated solution empowers manufacturers to take full control of their measurement data, streamline inspection processes and boost productivity across the shop floor.
The Bowers BT caliper is the newest addition to the company’s expanding range of connected metrology tools. Rated to IP67 for dust and water resistance, the caliper combines durability with Bluetooth wireless technology, allowing connectivity to IoT systems and devices. Its extra-large digital display, programmable functions, and robust construction make it suitable for both workshop and inspection lab use.
Complementing the hardware is Bowers Connect, a versatile and user-friendly software platform that transforms how inspection data is captured, monitored and managed. Compatible with up to 500 instruments, including those connected via USB, Bluetooth, or M-BUS, the software enables real-time insights, guided inspections and full traceability – all from one centralised system.
With features such as pass/fail tolerance displays, drawing uploads and step-by-step inspection workflows, Bowers Connect empowers teams to reduce errors, eliminate manual data entry and improve decision-making. Designed to be a cost-effective alternative to large-scale QMS solutions, it brings advanced capabilities within reach of small and medium manufacturers, reports Bowers.
As quality demands grow across all sectors, Bowers says the launch of the BT caliper and Connect software marks a significant step forward in connected metrology -delivering efficiency, connectivity and accuracy when it matters most.
More information www.bowersgroup.co.uk