Mills CNC, the exclusive distributor of DN Solutions’ and Zayer machine tools in the UK and Ireland, has recently supplied precision subcontract specialist, NTG Precision Engineers (part of the NTG Group), with a new, large-capacity DN Solutions’ multi-tasking, box guideway turning centre.
The machine, a 24” chuck Puma 700LM II, arrived at the company’s new, purpose-built 45,000sq ft manufacturing facility in Gateshead in January 2023. Although still early days it is intended that, when fully operational with the arrival of a steady rest that is currently on order, the new Puma lathe will machine a range of large, high-precision components and specialised tooling equipment for a growing range of OEM and tier-one customers operating in the defence, oil and gas, subsea, electric vehicle, food production and power-generation sectors, to name but a few.
Whether billet or bar work, the Puma lathe will machine everything from prototypes and one-offs, through to small batch series (typically 10-20 off), from a range of materials that extend from aluminium alloys through to duplex and super-duplex stainless steels.
The new lathe, with its integrated mill and drill capabilities, underscores NTG’s growth ambitions and its commitment to continuous improvement.In recent years, this commitment has seen the company not only relocate its entire operations to a new facility on the Team Valley Trading Estate, but also continue to make regular, strategic investments in staff development, upgrading its plant and equipment, and streamlining its processes and systems.
NTG, through a combination of organic growth and through securing/winning new business contracts from new customers, has experienced significant growth over the past 12 years.
A management buyout (MBO) concluded in January 2021, which saw Ignite Growth (a private equity investment firm) acquire a majority stake in NTG has delivered extra impetus and provided the company with a clear roadmap of its future business goals.
Says Mike Hutchinson, NTG’s group managing director:“Our future growth and success will be achieved by continuing to provide a unique and highly-differentiated offering to customers. The main focus, our ‘raison d’être’ if you like, is on delivering high-quality, high-value and competitively-priced machined components supplied on-time, every time.Everything we do is predicated on our ability to strengthen our position as a preferred supplier and a ‘manufacturer of choice’ to new and existing customers operating across the many industries where we operate.”
To help increase its productivity, consolidate its position within supply chains and maintain its competitive edge, NTG has an impressive range of more than 35 high-performance machine tools at its disposal, many of which are characterised by their multi-axis and multi-tasking capabilities.
Explains Hutchinson: “Our five-axis machining centres and multi-tasking turning centresenable us to machine high-precision, complex components and specialised tooling equipment in one-hit.Multi-tasking machine tools improve our productivity and process efficiencies. They help improve throughput and reduce production bottlenecks and pinch points.We are always looking to improve and increase our machining capacity and capabilities in order to meet growing demand.”
It is against this backdrop of continuous improvement that NTG’s investment in the new DN Solutions’ Puma 700LM lathe must be viewed.NTG is no stranger to DN Solutions (Doosan) or Mills CNC, having previously invested in a 12” chuck Puma 3100XL lathe with a 2150mm turning length back in 2013.
“Although not as large as our new Puma 700LM, the Puma 3100XL is still a big machine and, with its rigid design and construction, has many similar features to our latest acquisition and has performed consistently well over the years,” says Hutchinson
This positive experience of Puma lathe technology combined with Mills CNC’s aftersales service and support both proved instrumental in helping NTG make its latest, large lathe investment decision.
Says Hutchinson:“The decision to invest in the new Puma was made for a number of reasons.We knew we needed a large-capacity machine to take pressure of our existing turning resource and to help spearhead our new business growth ambitions.”
As such, NTG prepared a detailed technical and application-based specification for the new lathe and approached a number of machine tool manufacturers with its proposed investment plan: one of the companies approached was Mills CNC.
“Although we have a large installed machine tool resource, we are not beholden to any manufacturer,” he states.“Instead, we select new machine tools based on their performance, capabilities, price and availability. The in-depth research undertaken into the market established that large-capacity Puma lathes, from many manufacturers’ perspectives, have a good reputation and that their accuracy, power, flexibility and reliability are considered ‘second to none.’
“From talking to Mills, we were informed that they had a new Puma 700LM on order and, as such, that it that could be delivered and installed relatively quickly, virtually coinciding with our relocation to our new facility,” continues Hutchinson. “We ordered the machine in September 2022, and it was delivered, installed and fully commissioned in January 2023.”
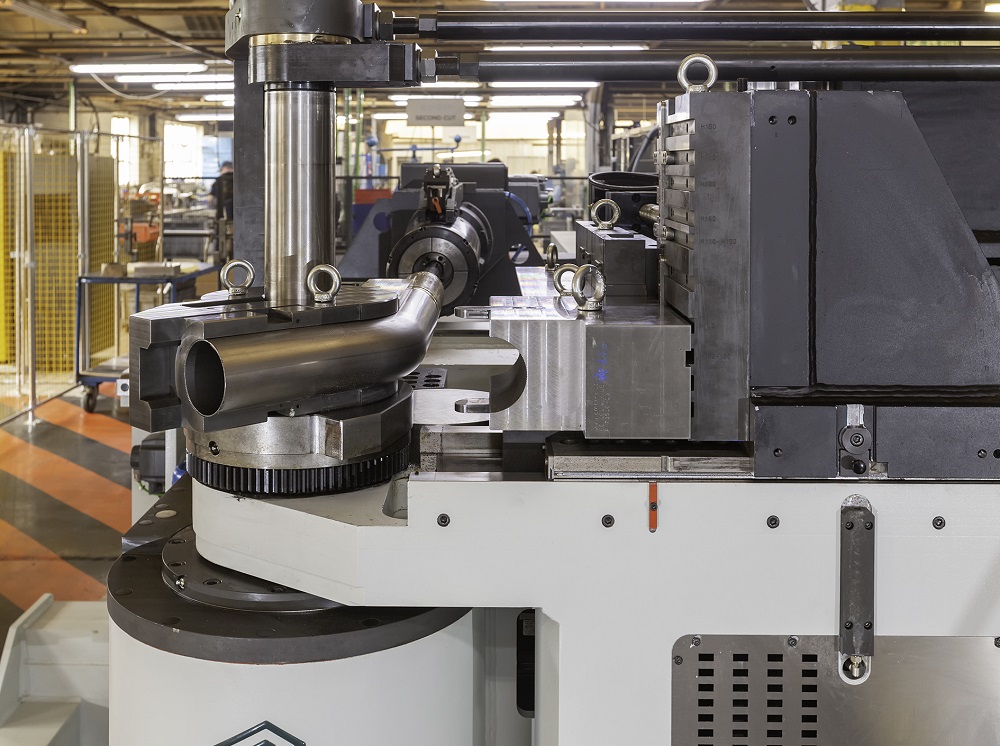
The Puma 700LM is a large-capacity, long-bed heavy-duty 24-inch chuck lathe equipped with 15kW/1500rpm high-torque (8076Nm) spindle, a 12-position BMT 85P turret with driven tooling capabilities (11kW/3000rpm) and a programmable tailstock. Notably, the machine supplied to NTG featured the latest Fanuc 0iTP control with an on-board 15-inch touchscreen iHMI.
The Puma 700LM has a 900mm maximum turning diameter and 3200mm maximum turning length to help accommodate large, long workpieces. Despite its size, the Puma 700LM is fast with X- and Z-axis rapids up to 12m/min and 10m/min, respectively.
In addition to the basic machine, the investment package included an automatic tool setter, swarf conveyor and high-pressure (70bar) coolant system to increase the machine’s productivity and process reliability.
Although only installed a few weeks ago, the new Puma 700LM lathe is already having a positive impact on NTG’s performance and productivity.Some jobs, previously undertaken on the company’s existing turning centres, are now being machined on the new Puma 700LM – helping to ‘free-up’ capacity. And the imminent arrival of the steady rest will help NTG realise the Puma’s true, large part processing potential.
Concludes Hutchinson:“We are actively promoting, via our new business development team, the capabilities of the new Puma lathe to new and existing customers. We believe that our latest machine tool acquisition will open up new opportunities and drive future business growth.”
For further information www.millscnc.co.uk