In a significant investment for the future, Metalex Manufacturing located in Cincinnati, Ohio, has selected Starrag to supply a large-capacity, multi-axis Droop+Rein portal-type machining centre for its newly created Center for Advanced Large Manufacturing.

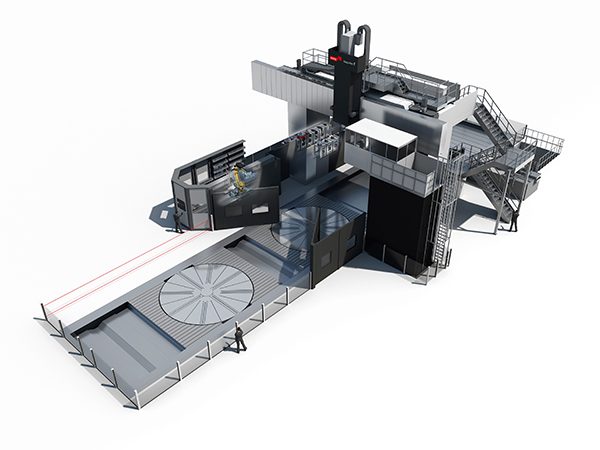
The machine – the largest ever installed by the contract manufacturer – will provide it with flexible production capacity to meet all foreseeable demands in terms of producing precision milled and turned workpieces in a single set-up. Indeed, the six-axis Droop+Rein T series machine – with its machining envelope of up to 19 m table length, 9.5 m between the columns and 7 m under the spindle – will also help attract new work.
Established in 1971, Metalex specialises in producing complex workpieces for a range of customers in the aerospace, energy, marine and consumer goods industries.
Metalex’s desire to source a machine that would not only satisfy current production needs but also meet all projected demands in the years ahead saw it make contact with a number of machine builders, including Starrag, which in the past has supplied it with a number of machines (a Dörries vertical turning lathe and two Starrag STC horizontal five-axis machining centres).
To help meet application demands at Metalex, Starrag added the two rotary tables and turning tool holders for in-cycle turning operations, and expanded the horizontal and vertical clearances of the Droop+Rein T series machine. Also included was Balluff tool identification, Renishaw probing, Blum laser tool measuring, video monitoring of the work area using four cameras, ARTIS tool and process monitoring, and Brankamp collision monitoring – all integrated via the machine’s Siemens 840 D SL CNC.
The machine is due for delivery in 2020 and production is scheduled to commence in 2021.
For further information www.starrag.com