Mills CNC, the exclusive distributor of DN Solutions and Zayer machine tools in the UK and Ireland, has supplied Wordsley General Engineering with two new large-capacity machines.
The machines – a DNM 750 II vertical machining centre and a Puma 4100LB horizontal lathe – arrived at the company’s 2400sq ft Stourbridge machine shop facility in May and July 2023 respectively. They are the first DN Solutions’ machines the company has acquired in its 14-year history.
Wordsley General Engineering is a small precision subcontract company with a dynamic workforce and a reputation for achieving and delivering engineering excellence. Established in 2009 and today employing eight members of staff, the company provides high-quality machined components to a diverse range of customers operating in numerous UK industries. A specific strength the company is its fast and precise processing of precision subcontract components.
Machined from solid bar and billet, as well as castings and forgings, components machined by Wordsley General Engineering are typically complex in nature and feature tight tolerances and high surface finish requirements. The company machines these parts -usuallyfrom steel, stainless steelor aluminium – in small to medium volumes with batch sizes varying from one-offs (including prototypes and pre-production components) through to 500-off.
Wordsley General Engineering is a company committed to continuous improvement. It is passionate about delivering best-in-class machined components to its customers, on time and on budget. And, to ensure future growth and profitability, the business always looking at ways in which it can differentiate itself in the market and exploit new commercial opportunities.
Back in late 2022, with the disruption caused by pandemic firmly in its rear view mirror, Wordsley General Engineering made the strategic decision to strengthen its in-house milling capacity and capabilities by investing in a new machining centre.
Says Adam Tarbet, Wordsley General Engineering’s owner and managing director:“The objective was to invest in a new, large-capacity machine that would enable us to secure contracts, from new and existing customers. In particular, we’d be able to target the machining of larger-sized components that, in the past, would have been out of our reach. We did our homework on the size and specification of the new machine tool and, naturally, first approached our existing machining centre supplier.”
Believing that the response it received from this supplier was not particularly competitive, Wordsley General Engineering cast its net wider and, after discussions with employees, contacted Mills CNC.
“We had recently appointed a highly-experienced machinist who, in his previous employment, had worked on Doosan machines from Mills CNC and extolled the virtues of both,” says Tarbet. “Up to that point we always believed that machine manufactured by Doosan/DN Solutions were going to be expensive. However, after discussions with representatives from Mills CNC, we were pleasantly surprised with the new machine tool package they put together.”
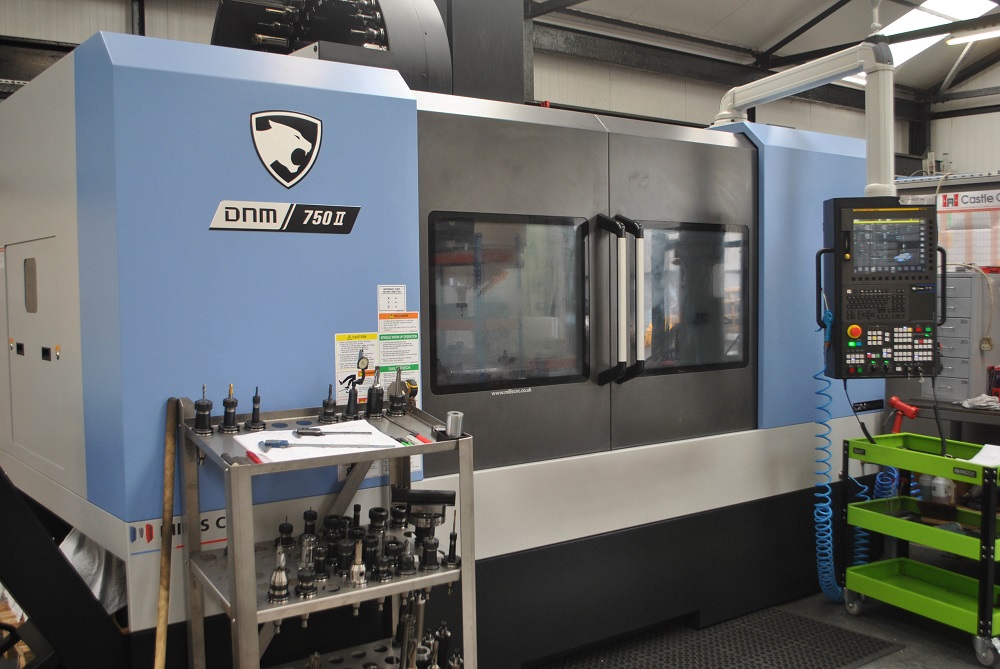
The machine Mills CNC recommended to Wordsley General Engineering was a DN Solutions’ DNM 750 II, a large-capacity, three-axis vertical machining centre. This model features a 15.6kW/12,000rpm Big Plus spindle (165.5Nm), a 40-tool position ATC, a large worktable and aFANUC 0iTP control with 15” touchscreen iHMI.
Importantly, the DNM 750 II is fast and flexible and features 24-30m/min rapid traverse rates, linear guides, through-spindle-coolant capability and a spindle chiller. The model supplied to Wordsley Engineering also has a Nikken 260 fourth-axis unit for fast part indexing.
“The DNM 750 II is a heavy-duty machining centre”, explains Tarbet.“Its 1630 x 750mm worktable enables us to machine large components and/or smaller parts in a single set-up. Furthermore, its rigid design and build means we can ramp up speeds and feeds and take more aggressive depths of cut, when required, to help reduce cycle times and increase work throughput.”
According to Tarbet, the DNM 750 II, despite its recent arrival, has already had a dramatic impact on the company’s turnover, providing a 30% boost in less than six months.With such a positive experience of the machine tool technology available from DN Solutions, it was no surprise that Wordsley General Engineering approached Mills CNC when looking to improve its turning capabilities in June 2023.
“We contacted Mills CNC as we needed to increase our in-house turning capacity,” states Tarbet. “We were looking at investing in a proven, heavy-duty lathe with a large turning diameter and turning length.Following in-depth discussions with Mills CNC, we decided to invest in a new 15” chuck/116.5 mm bar capacity, box guideway Puma 4100LB.”
The FANUC-controlled Puma 4100LB provides Wordsley General Engineering with a significant increase in its turning capacity and capabilities. The lathe has a maximum turning diameter of 550mm and maximum turning length of 2092mm, and features a powerful, gearbox driven 26 kW/2000rpm spindle, a servo-driven 10-station turret and a hydraulic manual tailstock.The machine was also has a Filtermist mist extraction unit, vital when machining castings. It arrived at Wordsley General Engineering’s machine shop in July 2023, just four weeks after order placement.
To increase the machine’s productivity potential still further, Wordsley also ordered a SLU4X steady rest.In the near future, Mills CNC will retrofit an 18” chuck for even larger chucking work.
“The Puma 4100LB is a beast of a machine with impressive overall performance in terms of speed and precision,” says Tarbet. “Moreover, embedded functionality within its FANUC control, like the variable speed option, enable us to undertake boring operations without vibration, resulting in faster and more precise part processing.”
Wordsley General Engineering’s decision to invest in DN Solutions’ machine tools from Mills CNC is clearly paying dividends, resulting in the company having a full order book.Since their installation, both machines have been put through their paces.According to Tarbet, the new investments have helped the company “acquire over 10 new customers in just a few months”.
“We are delighted with our two new DN Solutions’ machines, and with the service and support we received from Mills CNC,” he concludes.
For further information www.millscnc.co.uk