Founded only five years ago, PBE CNC has carved a name for itself as a specialist subcontractor in the five-axis machining of motorsport components. Evolving at pace, the Havant-based company relies upon hyperMILL CAM technology from Open Mind Technologies to deliver components of impeccable quality.
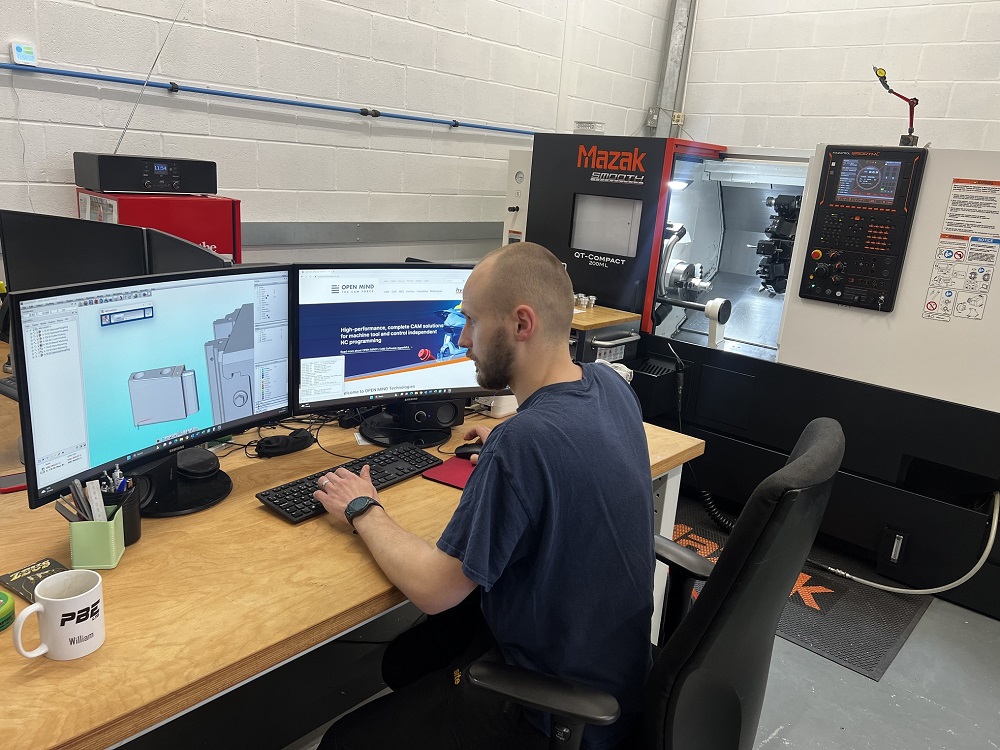
Even before company founder and managing director Jonathan Plumridge started the business, the entrepreneur had purchased a seat of hyperMILL to offer programming services to the subcontract manufacturing sector. Using hyperMILL as a freelance engineer provided Plumridgewith the means to start PBE CNC and buy his first machine, a Mazak i500 Variaxis. The company has since purchased a second i500, a Mazak VCN 430A machining centre with 4th axis and, most recently, a Mazak QT Compact 200L turn-mill centre.
“The work that we do here is primarily for the motorsport and food processing industries, machining components made of aluminium and titanium in anything from 1-offs to runs of 500+,” says Plumridge.“I chose hyperMILLhaving used it at a previous company and it has proven very reliable. The software is very good at importing models, thetool paths are generated very quickly on large parts and the five-axis parts are rock solid. Additionally, the simulation tools are excellent and you can always be sure that the tool path will run safely.”
Discussing ease-of-use, Plumridge adds: “After initial training, the system is very intuitive to use and all of the menus, whether it be for 2D, 3D or five-axis toolpaths, all run along the same theme, so once you know how to do one – they all follow on. The parts are very easy to set up when you follow the model.You can use the project assistant to set your datum and stock, which you can adjust if necessary. Then youcan choose the machine to which you wish to output before adding toolpaths quickly and easily.
“Since I started using hyperMILL, I’ve noticed that the toolpaths are high quality and very consistent, and you can customise them if needed to make them do exactly what you want,” he continues.“In the type of industry we work this is critical because the parts have to look aesthetically pleasing – and hyperMILL gives you all of the tools to do that.”
From time to time, Plumridge will also use hyperMILL to quote parts. Users can quickly import the model and put a few toolpaths on the job if unsure whether the part needs a lot of scanning. hyperMILL will provide an accurate estimation of how long the part will take to produce.
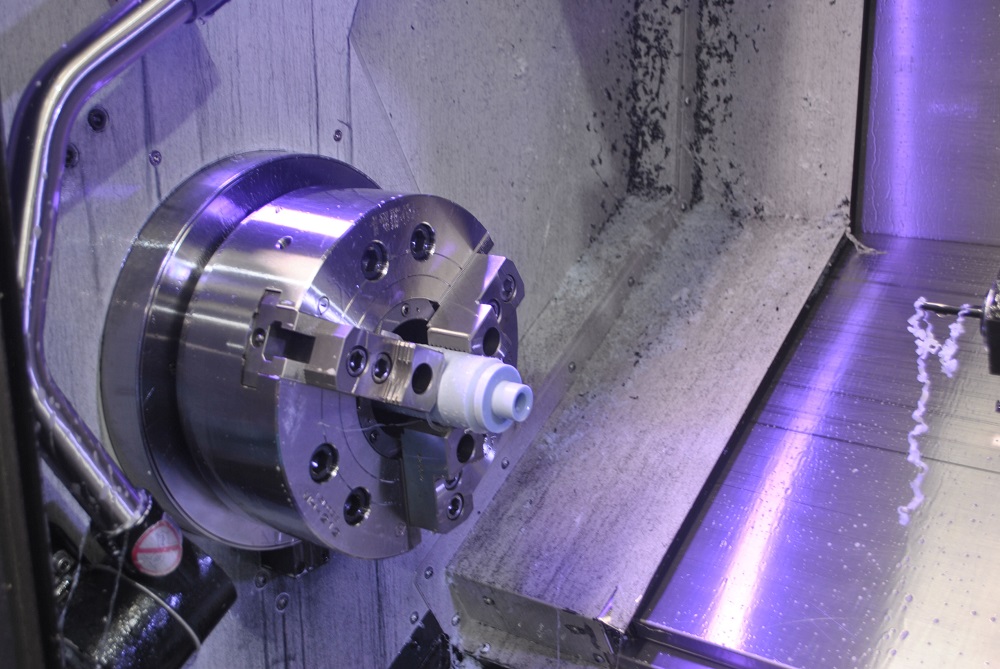
“We’ve recently taken delivery of a turn-millcentre and have a post-processor from Open Mind for that machine,” explains Plumridge.“It enables us to program around the C axis and this is not really any different to programming a normal machining centre. Users can just tell the system what post processor they are going to use, load the program and it runs. I would recommend that manufacturers talk to Open Mind if they are in the market for offline programming software as it’s easy to use and the support is excellent.”
Commenting upon the relationship between Open Mind and PBE CNC, Open Mindsales director Ken Baldwin says: “I’ve known Jonathan since he was at his previous company where he was using a different CAM system due to various reasons. Jonathan brought Open Mind in because they had an expensive machine crash. So, the first reason was safety and hyperMILL offers a lot more security in terms of collision checking and ensuring that the toolpaths created would be the right ones to give the best quality, but also be safe to run.”
He adds: “We’re finding more and more start-ups choose hyperMILL. It may cost more than alternative systems that are cheaper in the short term. However, when businesses have a vision of growing, they invest in hyperMILL from the start because they know that the software can grow with them, whether they move from simple three-axis machining to five-axis, mill-turn and even additive. hyperMILL will cater for everything a business needs within the machine shop, now and in the future.
“Using a CAM system like hyperMILL, there are several benefits you can achieve, although there may be different priorities depending on the nature of the machine shop. So, it could be that a company wants faster programming times or it may be in production where companies are producing thousands of components and they want to optimise the process. With a CAM system, you can visualise the stock condition at every stage and have an optimised tool path that can save those small percentages. When on a longer batch run, it can save a considerable amount of time.”
Manufacturers can also verify everything that is going on within the machine tool, so the tool, the holder and any kind of workpiece and workholding can be visualised in the machine so users can be sure that everything is 100% right before they start to run the machine, avoiding any costly prove-outs.
As a company that utilises a cobot for 24/7 lights-out production and Lang multi-point workholding for setting up multiple parts in a single set-up, this is certainly a casing point for PBE CNC.
Discussing automation, Baldwin says: “There is an automation package within hyperMILL that not many people are currently using. Some people do not understand thatautomation isn’t always a start-to-finish process, especially when factories undertake such a wide variety of work. Automation in hyperMILL is all about picking out sections. There may be a lot of components where you do the same process on a particular type of part and that may only be 15-=20% of the programming, if you can automate that and identify trends – it’s a 15 to 20% reduction in work which doesn’t have to be done every time. That is once again a huge saving on the programming time.”
He adds: “There’s already automation within hyperMILL that leverages the user’s knowledge, as customers know what works on certain types of components. We can integrate and customise these features to end user requirements. There’s also a lot more intelligence in tooling data and we’re working with various tooling companies to get more information on realcutting data and what works, and how we can get that information to applyautomatically. In the next few years, manufacturers will see a lot more progress in this area as the doors to automation open in quite a big way.”
For further information www.openmind-tech.com