




GF Machining Solutions has recently supplied Luzzo Bespoke, a designer and manufacturer of customised products, with a new Mikron MILL E 700U five-axis machining centre. The machine, which features an integrated seven-station automatic pallet changer (APC), is now operational at the company’s 10,000 sq ft facility in Brackley, where it is being used to machine, in low volumes, a range of high-precision components that go into bespoke products for high-end automotive, motorsport and lifestyle customers.
Luzzo Bespoke machines these parts from materials that include aluminium, brass, stainless steel, carbon fibre, wood and plastic. Tolerances are typically ±0.1 mm.
The MILL E 700U is also being used to machine work-holding and fixtures, as well as numerous prototypes and pre-production parts – integral to the company’s ‘design for manufacturing’ services.
Luzzo’s new machine joins, and has been installed adjacent to, another Mikron five-axis machining centre, a HEM 500U, acquired by the company in 2016. Together, these two five-axis machining centres provide the company with fast, efficient and reliable milling capabilities.
Like many other manufacturers, Luzzo Bespoke felt the impact and effects of the pandemic. Staff were furloughed and several orders and contracts were postponed, while some were cancelled altogether. However, during the summer of 2020, business began to pick-up and has been on an upward trajectory ever since.
Says Brian Challenger, Luzzo Bespoke’s managing director: “Since the beginning of 2021 things have improved considerably, so much so that if we didn’t strengthen our existing milling capacity and capabilities – sooner rather than later – production pinch points would occur which could detrimentally affect our operational efficiencies and productivity. As a result of these deliberations we decided to invest in a new machining centre.”
To address its potential milling capacity shortcomings, the company spent time identifying the ‘need to have’ specifications and capabilities of the new machine. Luzzo Bespoke is a keen advocate of five-axis machining, and of automation.
“Over the past 12 years our machine shop has changed and improved dramatically from having no CNC machine tools to one that boasts high-performance CNC multi-tasking lathes and three- and five-axis machining centres,” states Challenger. “We believe that five-axis machining is the way to go. The technology makes our company more flexible and enables us to machine parts in fewer set ups, often in one hit. This makes us more efficient and productive.”

He continues: “Machines with integrated automation have the ability to run lights-out overnight and at the weekends. A machine with integrated pallet change capabilities can give us up to 14 hours additional machining time per day: a massive boost to our productivity.”
Further machine requirements included: a high-speed, high-torque spindle; full simultaneous five-axis machining capability; good sized working envelope with easy part loading/unloading; generous sized ATC; efficient and effective swarf management; and the latest Heidenhain control.
The decision to invest in a Mikron five-axis machine from GF Machining Solutions was not a foregone conclusion, although the company’s “existing relationship with GF Machining Solutions put them in the box seat”.
Luzzo Bespoke has invested in a number of Mikron three- and five-axis machining centres over the years and, prior to the arrival of the new MILL E 500U, had two three-axis machining centres (VCE 800 Pro) and one five-axis machine (HEM 500U) at its disposal.
“We approached GF Machining Solutions and other companies with our requirements,” recalls Challenger. “Taking the machine cost, its availability and its technical specifications into account, as well as the applications and service back up of GF Machining Solutions, we invested in the Mikron MILL E 700U.”
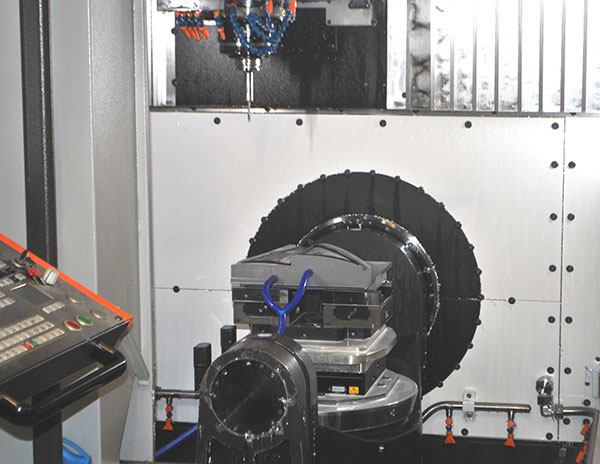
The MILL E 700U five-axis machining centre has a rigid C-frame construction, large-sized guideways, a double-supported (trunnion-type) direct-drive rotary tilting table and an integrated seven-station APC. Further features include a Heidenain TNC640 control and a 36 kW/20,000 rpm OptiCool spindle with oil-air lubrication.
Says Challenger: “The machine’s advanced spindle technology with oil-air lubrication enables us to maintain part accuracies and keep within tolerances during long machining runs, while its direct-drove rotary table technology, in combination with the StepTec spindle, means we can achieve super-fine surface finishes on machined parts. All in all, the MILL E 700U is a versatile, high-productivity machine – and is a real asset to the company. The future is five-axis machining and over the next few months, we intend to make further investments in this technology.”

Luzzo Bespoke designs and manufactures a range of high-quality customised products for a diverse range of markets and industries. One of the most important of these is the luxury car market, for which the company produces high-end products that include drinks cabinets, picnic hampers, under-seat fridges, humidors, bespoke clocks, dials and instrumentation panels. Among the prestigious car makers to benefit from these products include Rolls-Royce, Bentley, McLaren, Bugatti and Jaguar Land Rover.
The company also manufactures a range of motorsport and classic car parts and, to lessen a potential over-reliance on the automotive sector, has diversified its operations by designing and manufacturing products for the marine and furniture markets.
Many products manufactured by Luzzo Bespoke, especially for its luxury car customers, are supplied as ‘finished’ products with all manufacturing and assembly taking place at its Brackley facility.
“We are a ‘one-stop shop’ design and manufacturing solutions provider,” states Challenger. “In addition to our comprehensive machining capabilities, we provide a range of other manufacturing and finishing services and specialisms in-house, which include wood veneering, laser engraving/marking, spray painting and polishing.”
Bringing all these services and specialisms under one roof helps the company maintain its high-quality standards, and keep control of its operational costs and customer delivery schedules.
“We made a conscious decision some years ago to avoid outsourcing,” he says. “This move has helped us become more competitive and provided positive market differentiation.”
A good example that helps highlight the range of Luzzo Bespoke’s in-house capabilities is the Rolls-Royce Champagne Chest. Part of Rolls-Royce’s accessories portfolio, the chest, made from machined aluminium and carbon fibre, comes wrapped in natural grain black leather and oak. The chest opens at the touch of a button, with the illuminated central bay exhibiting four hand-blown crystal champagne flutes, which Rolls-Royce says are “arranged to evoke memories of a V12 engine”, and the owner’s choice of Champagne – kept at the ideal temperature thanks to black anodised aluminium and carbon-fibre coolers.
For further information
www.gfms.com
























