Metalworking appears to make daily advances in innovation, focusing on continuous
optimisation. Insights into the development process of the new Walter cutting material
grade, Tiger-tec Gold WPP35G, demonstrate the strategic and practical challenges of
refining established solutions to meet specific application needs.
When companies launch a new product, there is no margin for error in marketing, even in
the metalworking industry. The new hole-making grade from supplier X elevates process
reliability to unprecedented levels; the new cutting material grade from supplier Y surpasses
the previous model or competing products.
For those who only focus on marketing, innovations in the metalworking industry come
thick and fast – and it does it not seem particularly challenging to develop and introduce
increasingly better tools consistently. However, every day, users of cutting tools understand
that the reality is, of course, somewhat different.
In metalworking, the wheel is not reinvented every few weeks; instead the industry is
characterised by ongoing improvements across manufacturers. In fact, more than a
thousand patents related to mechanical engineering are registered annually in Baden-
Württemberg alone (source: Patent-Atlas Baden-Württemberg 2024 & DPMA Patents 2024).
Most of these are enhancements to existing products, technologies and processes. For
example, the geometry of a carbide drill is further refined using new digital technologies
such as 3D modelling and simulations, or machine learning. This minimises the risk of tool
breakage when machining challenging materials or deep holes through improved chip
removal, vibration control or other optimisations identified by developers.
Optimisation is central to the strategy and approach of most research and development
departments within machining. Manufacturers gravitate towards the specific needs of their
applications. In particular, metalworking companies face intense cost pressures. They are
not only exploring new processes and the associated investment costs, but also seeking to
unlock optimisation potential within existing processes and gradually enhance them. For
example, a new optimised indexable insert grade, such as the Tiger-tec Gold WPP35G from
cutting tool specialist Walter, often provides advances more than a completely new
technology.
The development process for the new insert grade exemplifies the strategic and practical
parameters within which the innovation-focused research and development departments
operate. Just under a third of the products in the Walter portfolio are less than five years
old. With a new sales ratio of around 30%, the cutting tool expert says it ranks among the
top providers of innovative machining solutions.
The number of employees in Walter’s development department is relatively high compared
with the company’s size. This is where the company’s goal to deliver solutions that keep
customers at the forefront in terms of cost-effectiveness and efficiency is realised. Walter
typically expects a lifespan of 7-9 years for cutting tool materials before launching the next
generation. Each new iteration must offer substantial improvements over its predecessor or
address specific new application challenges. In recent years, for example, the proportion of
light metal and HRSA alloys in metal machining has steadily increased, with Walter
supporting this trend through innovative machining solutions.
The basic usage area of the new Walter grade Tiger-tec Gold WPP35G, on the other hand, is
very traditional, focusing on the rough milling of steel and cast-iron materials. ISO P and ISO
K materials still account for the largest share of the world’s machined materials.
With the previous Tiger-tec Silver WKP35S generation, Walter had a solution in its portfolio
that was successful due to its wide range of applications and performance. The grade was
one of Walter’s best-selling grades in this application field for many years. Improving this
popular grade, which is also a central component of many of Walter’s customers’ production
processes, was a real challenge.
The result of an intensive process, in which Walter application engineers were also involved
from the onset, is the Tiger-tec Gold WPP35G grade. As a prototype, the solution now
launched has proven its qualities in numerous field tests under realistic operating conditions
at real Walter customers. According to Walter, the Gold generation once again increases the
performance of the tried-and-tested Tiger-tec Silver, particularly in terms of wear
resistance, process reliability and tool life. Here, the WPP35G outperforms its predecessor
by an average of 35% when machining steel, while the increase in performance is over 15%
when machining cast-iron components.
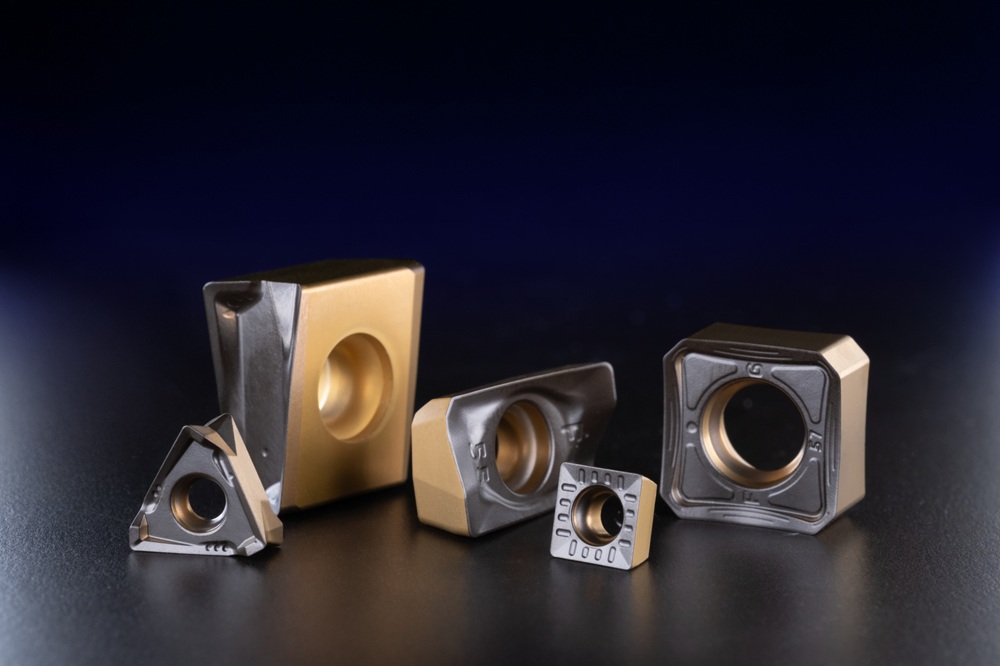
To achieve this level of efficiency, Walter’s development engineers optimised the entire
physical structure of the indexable insert. The technological centrepiece of the Tiger-tec
Gold generation is the highly textured, multi-layer MT-TiCN structure. MT-TiCN is a titanium
carbon nitride coating applied to the carbide substrate using a medium-temperature CVD
(chemical vapour deposition) process. This technology enhances resistance to abrasive
wear, as well as the elastic properties of the coating and its adhesion.
A highly textured layer of aluminium oxide (Al 2 O 3 ) is applied on top and, in this process, the
crystals are given a uniform, precise arrangement. The homogenised crystal structure has
improved mechanical strength compared with cutting tool materials featuring non-
directional structures. At the same time, the Al 2 O 3 layer acts as a wear-resistant heat shield
that protects the underlying carbide from extreme temperatures that occur during milling.
The final characteristic, the gold-coloured TiN layer on the flank face, aids the visual
identification of wear, enabling timely tool changes and the reduction of unplanned
downtime.
Alongside the highly developed texturing of individual layers, the multi-stage post-
treatment enhances the wear resistance of this CVD grade, which was specially designed for
milling. The process microscopically smooths rake faces, reduces friction and minimises
build-up on the cutting edge. Simultaneously, it increases the toughness of the cutting edge
and improves resistance to chipping.
The high process reliability of the WPP35G makes it suitable for reducing labour
requirements in mass production environments. It can be used for medium-to-good
machining conditions, both in the dry machining of steel and with lubricants, across all
standard Walter milling cutters from the M4000, Walter BLAXX and Xtra-tec XT lines.
More information www.walter-tools.com