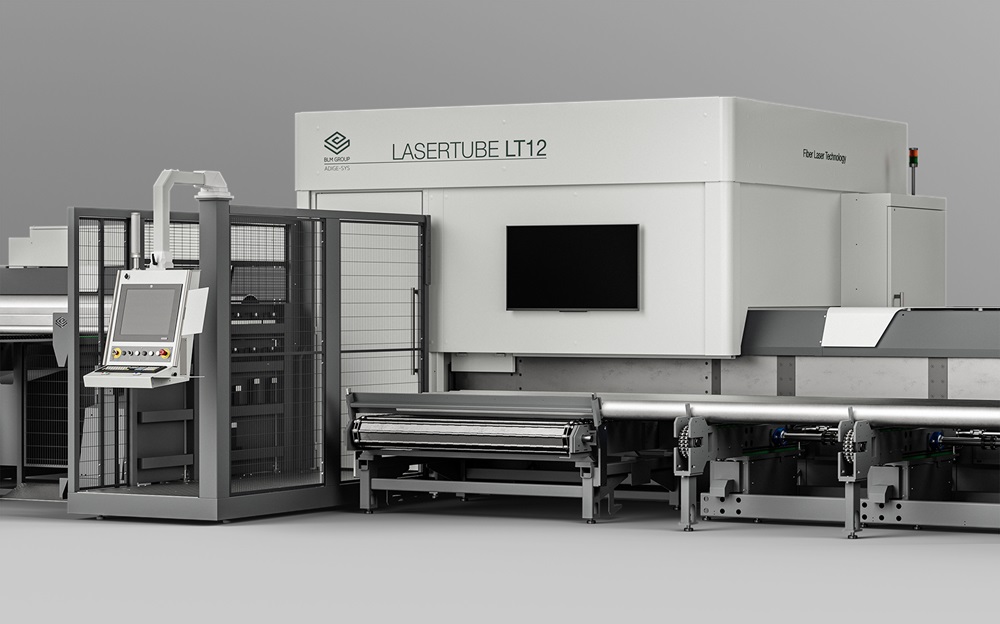
BLM Group says that its Lasertube LT12 is not just a new laser cutting system, but a true convergence of technology and innovation. The goal of the new system is to fill a gap in the company’s Lasertube system offering, which manifested between two products: the LT8.20, which focuses on flexibility and performance, and the LT14, which is dedicated to processing long and heavy profiles.
The LT12 is a solution for processing tubes, profiles and beams, keeping the focus on versatility and productivity. Many times, customers have asked BLM Group for a product larger than LT8.20, but the jump to LT14 was too great both in terms of footprint and performance across the lower range. BLM created the LT12 to give customers the opportunity to process ‘light’ tubes with high performance, but also process larger tubes when necessary. Agricultural machinery is among the target sectors.
BLM Group sees great opportunities in agriculture since the size of square tubes, rectangles and even open profiles (including C, L and H profiles) in this industry are around 300 mm diameter – exactly the size range of the LT12. There are also many structural assemblies in agricultural machinery that would benefit significantly in terms of reduced manufacturing cost. Of course, the new product is also very interesting in light construction architecture, for making canopies or small sheds, with tubes or beams up to 6-8 mm thick and lengths typically longer than the traditional 6 m.
The machine concept is similar to the LT8.20, with a mandrel in the tail and a chuck to support the tube in the cutting zone. BLM Group’s LT12 has an interpenetrating mandrel in the chuck to help minimise scrap without the need for chuck or mandrel movement. The machine features a chain loading system for tubes from 8.5 to 12.5 m. Fully automatic unloading can reach a length of 12.5 m.
More information www.blmgroup.com