Just over three years ago, deep sea welder and fabricator Ben Goodwin gave up his dangerous day job to start BRG CNC Machining, a subcontract machine shop. The Market Weighton-based company was launched with a three-axis machining centre, but has now taken its next step, installing a DMG Mori NLX2500-700 turning centre with workholding equipment from Hainbuch.

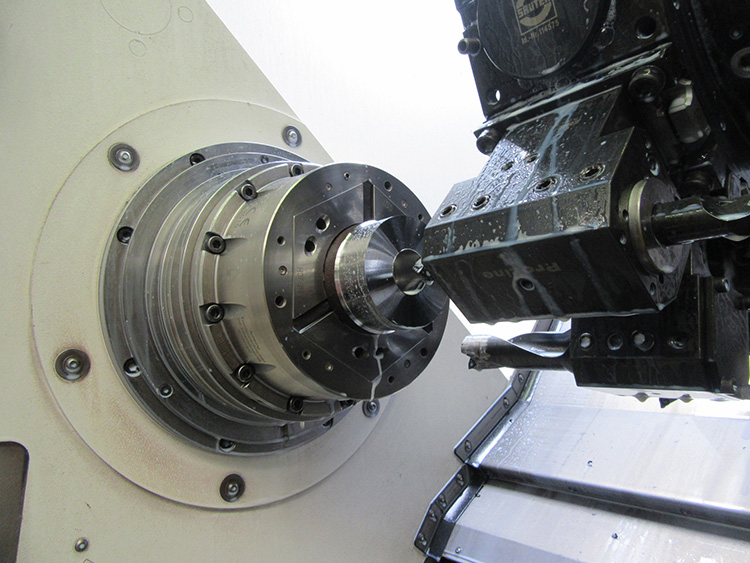
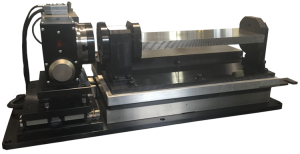
“With regard to a new high-end turning centre, one key area of investment was the workholding solution for the main spindle: a Hainbuch Spanntop Nova Combi collet chuck,” states Goodwin.
Typical workflow on the DMG Mori NLX2500-700 involves the machining of a huge variety of components.
“This week, we are machining 48-off parts for the utilities sector; 68-off 35 mm diameter components for a rape seed
drill in the agriculture industry; and motorsport components that are an urgent requirement,” explains Goodwin. “To effectively machine the huge diversity of parts that any subcontract company faces, we had to
have a machine fitted with chucks that facilitate fast changeovers, with rigid and
high clamping forces.
“By way of example, we regularly machine 76 mm diameter parts from 304 stainless steel in batches of 100-off,” he adds. “Using the milling turret, we are rough milling the components with a Seco HF end mill at over 6000 mm/min, at a depth of 0.8 mm. Clamping the parts on less than 30 mm of material, the Spanntop is achieving clamping forces of over 3.5 MPa. In comparison, the hydraulic three-jaw chuck on the sub-spindle only attains a clamping force of 1.6 MPa. The result of the high clamping force is enhanced surface finish and extended tool life, which we are achieving while running the jobs at speeds and feeds faster than we ever could have imagined.”
For further information www.hainbuch.com