



Maprox AIR chucks and the ER range of pneumatic collet holders for automation are now available in the UK from exclusive agent, Leader Chuck International.

Maprox has a long history of providing fixture solutions for complex components, thin-walled parts, delicate geometries and other challenging products such as gears, shafts and bearings for the automotive, watchmaking and medical industries.
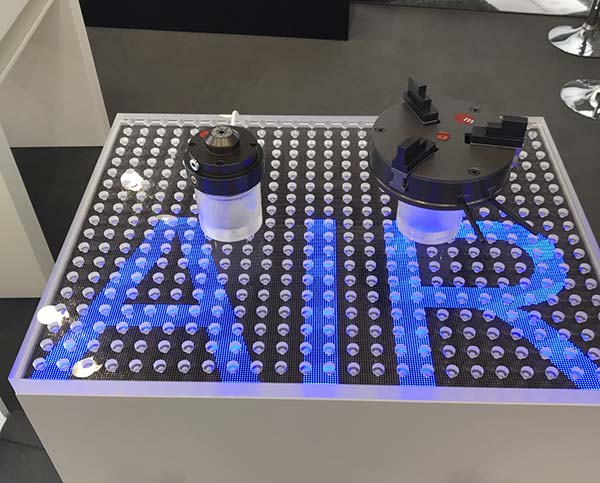
The Maprox AIR is fully automation compatible. A rotary pneumatic feed supports flexible mounting options and adjustable clamping force. With 8 mm of jaw travel, the chuck opens pneumatically against spring force. The spring on the top cover can be pre-tensioned to match application requirements. Repeatable inner or outer clamping can be achieved
with changeover times of less than 1 minute.
Measuring 160 mm diameter and with an ultra-low chuck body height of just 60 mm, the chuck occupies minimal space within any automation or robot-loading system. Maprox AIR has a flexible clamping range with the top jaw or pin jaw to suit the application. Interface compatibility is supported with shanks, intermediate plates or adapters. Further sizes will be available in the near future
“Jaws for this new chuck can be made of steel, coated or plain aluminium, plastic and so on, to match the component being held,” states Leader Chuck International’s managing director Mark Jones.
Designed to keep weight to a minimum, the ER collet holders are manufactured from ALTEF-coated aluminium and weigh less than 1 kg. In application, the user can choose to pneumatically control the ER collet holder laterally or from below. The central rotary feed-through on the bottom supports full rotation of, for example, turntables or indexing units.
For further information www.leaderchuck.com













