TaeguTec has expanded its DIA-RUSH product family with new diamond-coated grades engineered for machining composite materials and non-ferrous metals. This strategic product line expansion directly addresses rising market demand for effective ways to machine lightweight materials.
The three new grades feature TaeguTec’s advanced nano-diamond coating technology, which introduces numerous nano-diamond structures with strong adhesion to the substrate layer. This approach delivers hardness exceeding HV8000, as well as high thermal stability, impact resistance and machining stability.
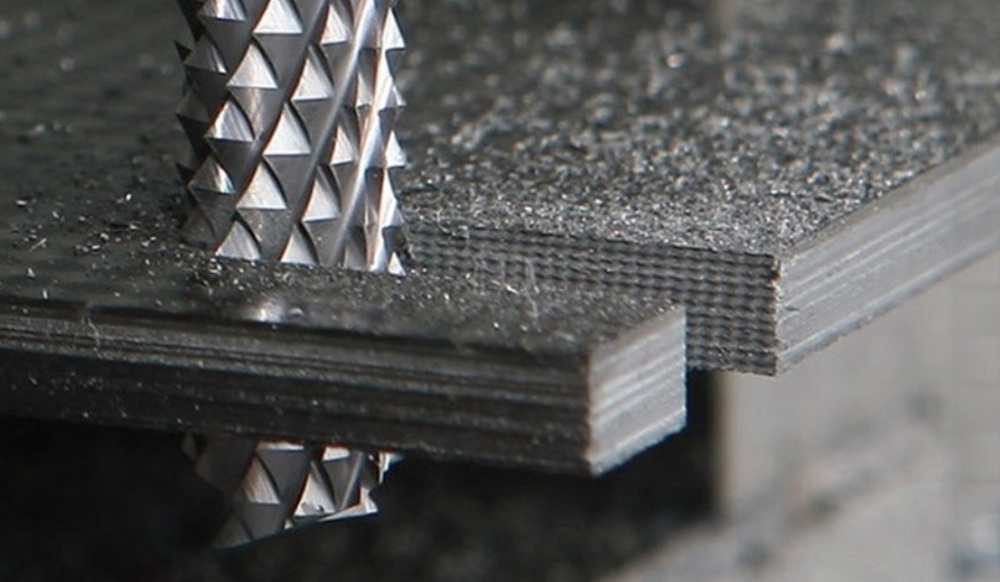
TaeguTec’s expanded product line-up includes three specialised grades. The new TTD610 is for composite materials such as CFRP and GFRP. Compared with competitive solutions, the company says the nano-diamond coating reduces delamination and achieves high hole accuracy in CFRP machining.
The TTD610 grade is applied to TaeguTec’s RCME, RCDE, RRFE, RCOM and RDCF solid-carbide end mills, as well as the CDF, AES and NHD series of drills, providing solutions for aircraft frame, car chassis and wind turbine blade applications.
Complementing the TTD610, the new TTD620 grade has been optimised for graphite machining applications. This grade demonstrates thermal stability during high-speed operations and delivers wear resistance for electrode and industrial part production. It replaces the previous TT6050 diamond-coated grade. The TTD620 is available in TaeguTec’s DMB, DEB, DMR and DER ranges of two-flute ball-nose, short-ball, corner radius, and three-flute corner radius solid-carbide end mills, as well as the APCT, 3PHT and CCGT insert geometries.
The third new grade, TTD630, is for machining ceramic and zirconium dioxide. It offers wear and thermal shock resistance, and strong coating adhesion for demanding applications such as the machining of dental crowns. The TTD630 grade enables effective machining with HSB and HSF solid-carbide end mills, as well as NHD solid drills for industrial and dental applications.
More information www.taegutec.com