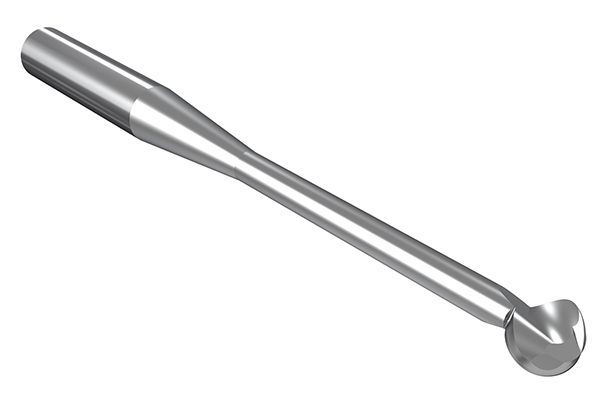
The 108 and 114 Mini tooling systems from Horn have been extended through the addition of new inserts with GM threading geometry that is suitable for turning ISO metric internal threads. Availability in the UK and Ireland is through the German manufacturer’s UK subsidiary, Horn Cutting Tools.

Horn’s chip-breaking geometry generates short lengths of swarf, even when processing what are normally long-chipping materials and those that are difficult to machine. The swarf is easier to handle, the risk of chip build-up is reduced and ‘bird nesting’ around the tool and component is avoided, reducing lathe stoppage time and increasing productivity.
Using the 108 system, users can produce metric internal threads from M10 with pitches of 0.5 to 1.25 mm, while the 114 system is suitable for pitches up to 2.5 mm. The inserts are available in partial and full profile design. Standard, low-vibration, carbide turning tool holders from the Mini system may be used, enabling the production of high surface finishes, even on deep threads, and ensuring high process reliability.
Mini-type inserts screwed on to the face of the holder are among Horn’s core products for turning and milling applications. The tools are especially suited to internal profiling and internal grooving. Furthermore, the Mini system range offers inserts with different geometries, substrates and CBN or diamond coatings in a variety of sizes for various internal diameters.
For further information www.phorn.co.uk