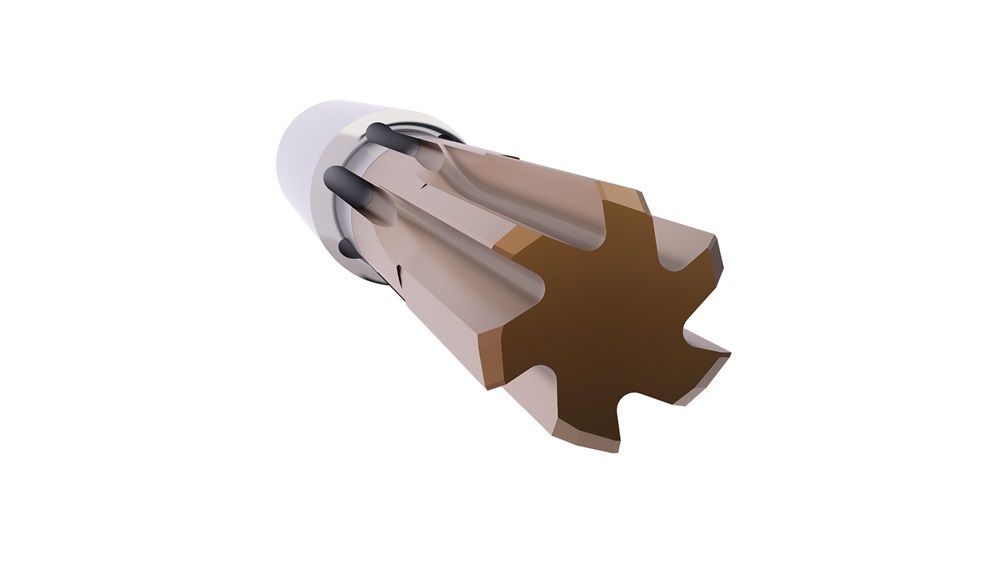
Seco Nanojet solid-carbide reamers enhance chip control with an innovative through-coolant outlet for optimal chip evacuation. This design eliminates costly scrapped parts, jamming and edge damage to increase safety, part quality and tool life.
Critical reaming operations require stable, secure, predictable tools. On blind and through-bores, Seco Nanojet solid-carbide Reamers extend the performance of the company’s Nanofix products with through-coolant outlets that stop chip jamming and enhance application stability. Seco says that the proprietary design of these new tools delivers a powerful, precise stream of lubrication directly to the cut zone for optimal chip evacuation and tool life. Along with production stability, shops can rely on Seco Nanojet to maintain cutting speed and part quality, reports the company.
This versatile range of multi-flute reamers comes in eight grades and more than 10 geometries, along with custom sizes and tolerances. The tools work with any precision toolholder. They hold tolerances from 10-15 µm and produce surface finishes from Ra 0.2 µm to Ra 1.2 µm. Seco inspects each Nanojet solid-carbide reamer and documents its measured diameter for consistent performance.
Many industries, including general engineering, automotive and aerospace rely on secure, reliable reaming to avoid costly scrap. According to Jean-Bernard Hantin, product manager at Seco, manufacturers realise that poorly manufactured or incorrectly specified reamers can jeopardise high-value parts. “Nanojet solid-carbide reamers provide cost-efficient performance with much needed quality and stability,” he says.
Seco Nanojet solid-carbide reamers are available in stock and custom diameters down to 1.461 mm. Through the online Seco MyDesign tool configurator, machine shops can obtain custom tools with the stability, reliability and availability of commodity products.
More information www.secotools.com