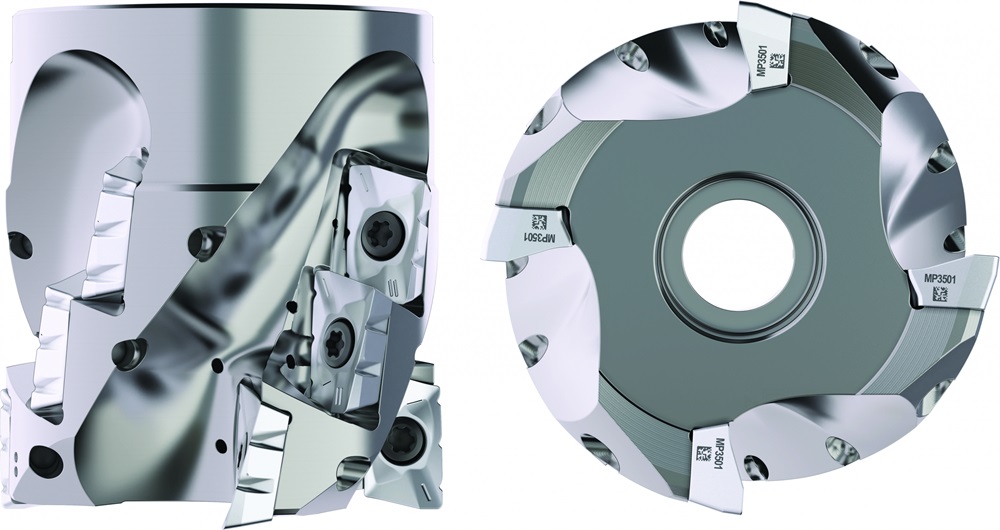
Horn has expanded its DM range of PCD cutting tools by adding a range of mills specifically aimed at manufacturers looking to machine aluminium efficiently. The cutting geometries of a variety of tools, from simple end mills to complex and modular combination tools, have been optimised to meet the challenges of machining aluminium workpieces, taking into account factors like chip formation, cutting forces and surface finish.
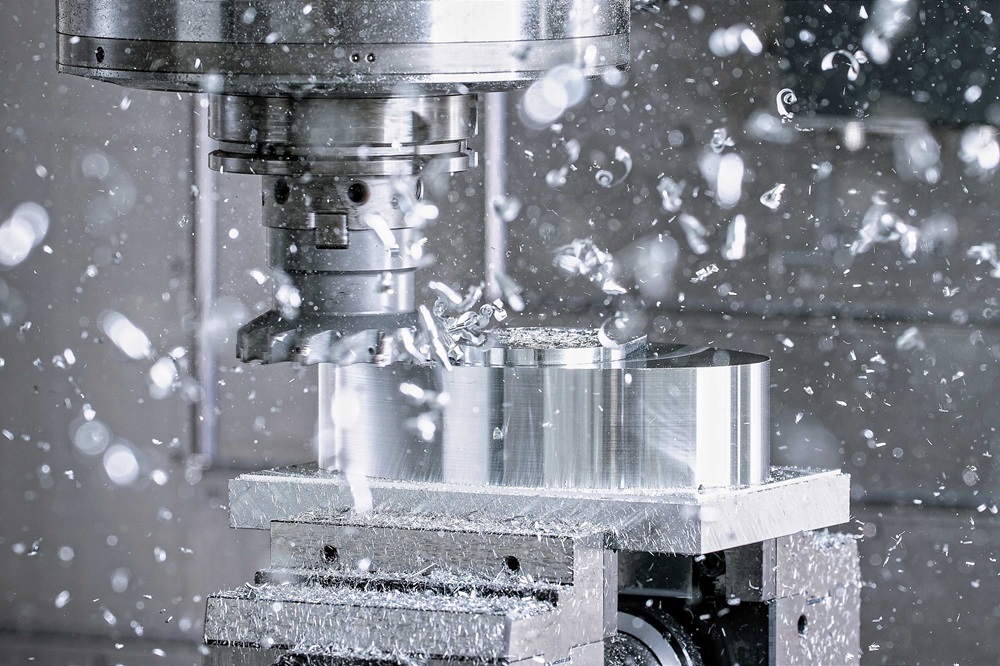
The tensile strength, elongation, hardness and yield strength of aluminium can be influenced by alloying elements such as silicon, magnesium, copper, zinc and manganese. Workpiece materials can become soft during machining due to the development of heat, causing it to adhere to and even destroy the tool. It is therefore important that the cutting feed rate and spindle speed, as well as the type and quantity of coolant, are properly matched to the material. Horn’s experienced engineers can provide expert advice on selecting the correct machining parameters for specific aluminium alloys.
The DM range from Horn is also suitable for processing other non-ferrous metals and technical plastics. The PCD grade consists of a mix of diamond grains of different sizes. As the volume percentage of diamond increases, so do the effective hardness, toughness and edge quality. Strict quality standards are in place at Horn’s Tübingen factory in Germany to ensure that the tools, with their precision-lasered cutting edges, deliver a high level of performance and long service life.
More information www.phorn.co.uk