To stay competitive in mould and die making for the automotive industry, efficient production with a high degree of process reliability is vital for Krämer+Grebe of Biedenkopf-Wallau. Manufacturers such as Krämer+Grebe also judge cutting tool suppliers by their applications engineering. Mapal is earning trust in this respect with its reamers and high-feed milling cutters.
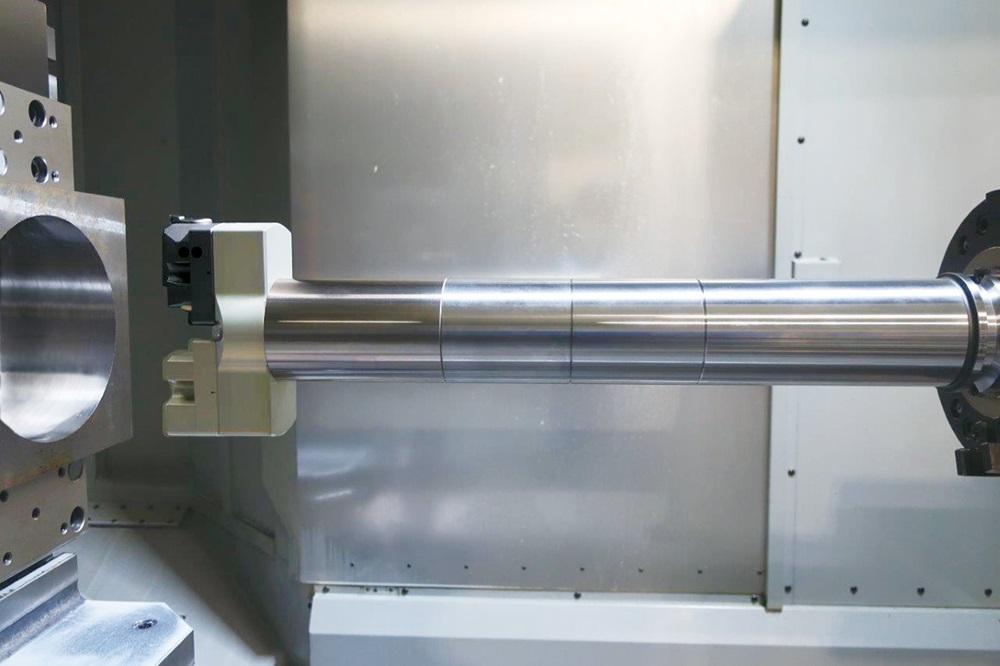
Machinery at Krämer+Grebe is all state of the art. The 16 machining centres are predominantly from DMG and Hermle. There is also a deep-hole drilling machine, two turning centre, three EDM machines and 3D printers. The company has 11,000 m²
of production space at its disposal, where the transition to electric mobility is well underway. Powertrain parts here include stator housings for the electric motor.
Co-operation between Mapal and Krämer+Grebe is reaching its five-year anniversary, a partnership which began with multi-bladed reamers. Mapal was the only manufacturer Krämer+Grebe could find that was able to produce these tools with the necessary quality and short lead times. Bores with H7 quality are needed to insert heating cartridges in low-pressure moulds.
Mapal’s application engineers left a lasting impression. They provided user training on site and helped commission the process on the machine. As part of process optimisation, Krämer+Grebe parted company with some of its former tool suppliers, of which there were many.
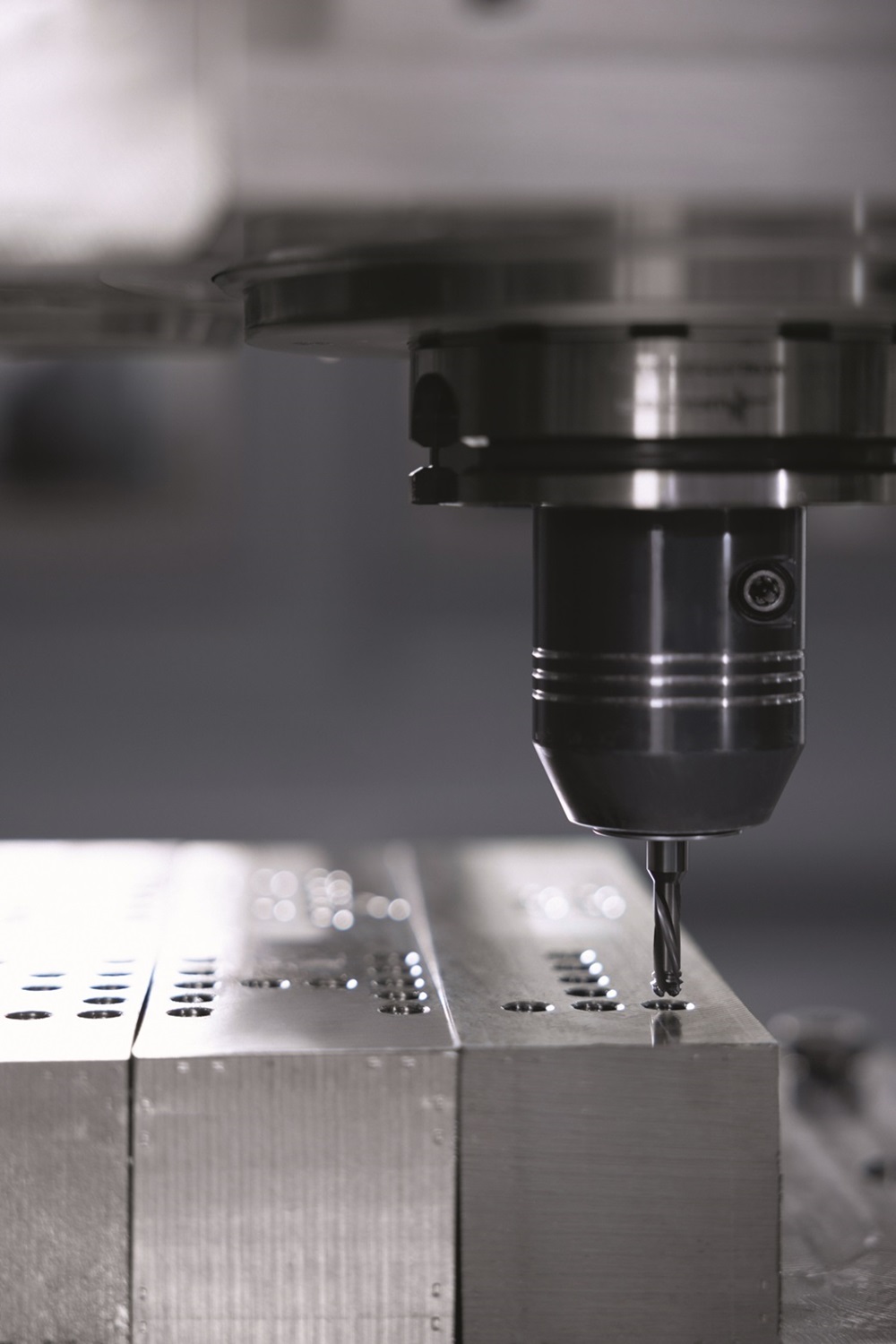
After such a good experience with the reamers, Krämer+Grebe began adopting Mapal’s high-feed milling cutters. The tools demonstrate long tool life and generate large chip volumes during roughing, thus reducing production times. The milling cutters are also extremely reliable to allow for multi-machine operation.
More information www.mapal.com