With the ConSus abrasive mixing unit, waterjet cutting specialist ConSus ANT is enabling the stationary use of water abrasive suspension (WAS) systems. A continuous suspension jet provides a more efficient cutting performance at lower pressure compared with conventional water abrasive injection systems (WAIS). For easy, customisable performance comparison of both methods, a free web app is available.
In many industries, R&D teams regularly develop new materials for which suitable machining processes must be found. For a large number of materials, waterjet cutting with WAS proves to be technically superior and economically more profitable than conventional cutting techniques. Compared with WAIS, the ConSus suspension jet operates at less than half the pressure and up to three times as fast. The user receives thin kerfs without hardening or material deformation. ConSus demonstrates its strengths particularly at increased cutting depths.
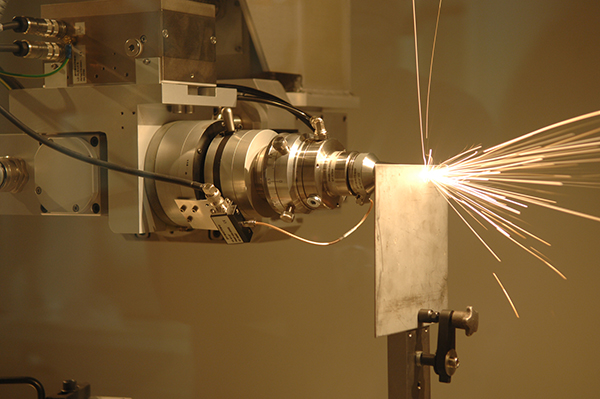
In contrast to three-phase WAIS systems with water, abrasive and air, the ConSus WAS system operates with a two-phase cutting jet of water and abrasive at a precisely adjustable flow rate. ConSus applies high pressure to the suspension before it reaches the remotely handled cutting nozzle. The high level of energy creates a cutting jet that emerges at almost twice the speed of sound. Its efficiency is much higher than that of the injection process, where turbulent mixing losses occur due to the contained air. The more focused WAS jet cuts precisely through even the hardest materials. That way, it is possible to cut material with a thickness of up to 1000 mm, while still maintaining very good surface structure.
ConSus operates at a maximum pressure of 1500 bar, even at enormous material thicknesses, which significantly reduces energy consumption and component wear.
For further information
https://waterjet-calculator.consus-gmbh.com