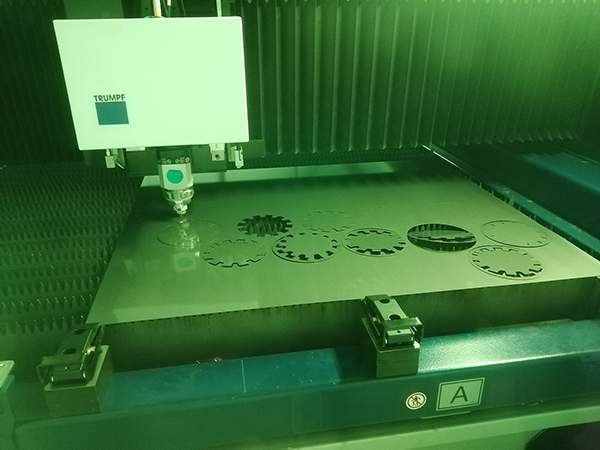
Precision sheet metal firm KMF has invested in two new laser profiling machines that will increase cutting speeds, reduce operating costs and allow a greater range of materials to be processed. KMF, based in Newcastle-under-Lyme, has ordered two Trumpf TruLaser 3030 (L95) new-generation machines. The fibre lasers join a full array of high-end Trumpf sheet metal processing equipment on site. Potentially, the new lasers, which are due for installation in the New Year, could improve average run times by up to 50% and result in reductions of over 60% in average running costs.
The £1.2m assets are replacing two existing older machines that comprised of an early-technology fibre model and a traditional CO2 laser, both of which have been operational in a 24/7 capacity since early 2012.
KMF’s commercial director Keith Nicholl says: “Faster machines means that we can continue offering a competitive solution to our customers at a time when resource costs are rising. As well as being faster, the machines are more comprehensive and more accurate, which allows us to build on our reputation for producing consistent quality products in high volumes. We’ve had a very positive first half of the year and we’re continuing to grow, so we need to invest in newer, better machinery to accommodate our customers and their ambitions.”
The new lasers also have more capacity to cut through heavier gauge and a larger range of sheet-based materials.
One of the existing lasers is a TruLaser 3030 (L41), which has a maximum cutting thickness of 20 mm in mild steel, 15 mm in stainless steel and 10 mm in aluminium. Both new lasers add 5 mm more scope on the steels and an additional 10 mm in aluminium. The new machines will also cut through 8 mm copper and brass.
For further information
www.kmf.co.uk