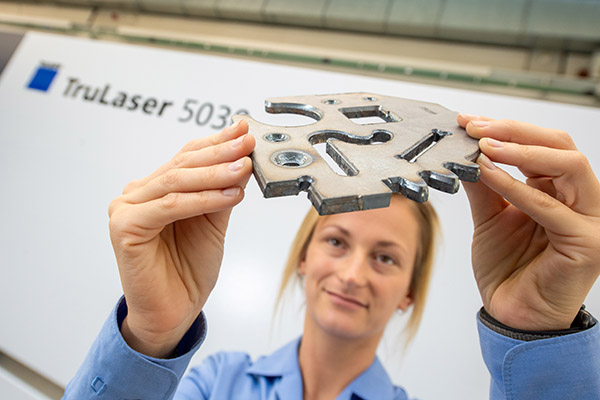

At the recent Blechexpo fair in Germany, Trumpf unveiled its EdgeLine Bevel solution that automatically prepares parts for welding during the laser-cutting process. Compatible with standard Trumpf laser-cutting machines, EdgeLine Bevel technology allows users to create bevelled edges for welding while cutting out the contours of each part.
On today’s shop floors, fabricators typically perform bevelling prior to welding using a milling machine, grinding machine or angle grinder, an additional process that is both cumbersome and time-consuming. Trumpf says that EdgeLine Bevel is the first solution that allows users to bevel part edges automatically on much simpler, standard types of laser cutters. The technology can also create bevels on a part’s inner contours, which are impossible for manual angle grinders to access.
“This is a truly unique way of eliminating downstream processes in the sheet-metal fabrication environment, boosting the efficiency of customer production lines,” says Trumpf product manager Patrick Schüle.
As well as bevelling, EdgeLine Bevel can automatically produce countersinks, thereby eliminating yet another downstream process. The technology is suitable for all companies in the sheet-metal fabrication sector that use joining processes on the shop floor or require countersinks for screw connections. “And thanks to quick and easy programming, EdgeLine Bevel also makes sense for companies that only occasionally fabricate parts with bevels and countersinks,” says Schüle.
Blechexpo saw the launch of the technology for the standard versions of Trumpf TruLaser Series 3000 fiber and TruLaser Series 5000 fiber machines. From spring 2022, existing owners of new-generation Trumpf laser-cutting machines will also be able to retrofit EdgeLine Bevel technology.
For further information
www.trumpf.com