


Nelson-based Pendle Engineering is a subcontract supplier of steelwork, a description that covers its main focus on tube and flat sheet manipulation, as well as turning, milling, welding, painting and design. Along the way the company has also branched into the manufacture of bicycle racks, trailers and storage products for its sister company, Pendle Bike Racks.
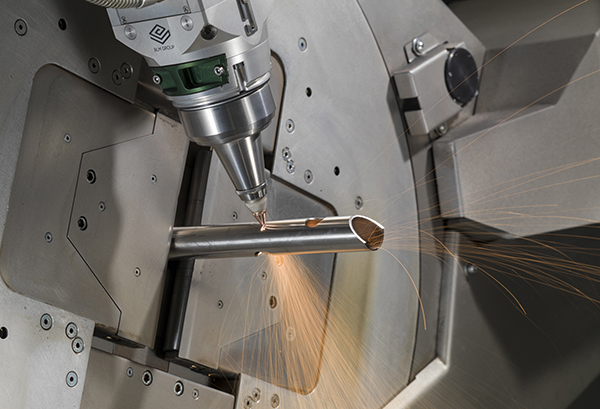
To meet business growth with improved efficiency, the company has invested in Elect 52 and E-Turn 32 tube benders, as well as a Laser Tube LT-Fiber Evo fibre-optic, fully automated laser tube cutting system, all supplied by BLM Group.
“Business has been increasing, especially with increased orders for Pendle bike racks, so we knew we had to upgrade our existing tube processing capacity,” says managing director Chris Smith. “We had a history with BLM for tube bending over many years so when it came to upgrading our 15 year-old tube laser it made sense to talk to them and put a bending and laser package together. A big advantage in doing that was the ability for the controls on the BLM benders and the Laser Tube to communicate with each other, while the ease of use of the BLM software and offline programming was also a significant factor. The less time a machine is idle the better.
“We’re already seeing the benefits of increased productivity, even though we’re not running at 100% yet with the BLM Laser Tube,” adds Smith. “It’s faster and the nesting capability brings a reduction in waste. Furthermore, we can cut more complex components, yet the operation of the machine and software is much simpler.”
For further information
www.blmgroup.com













