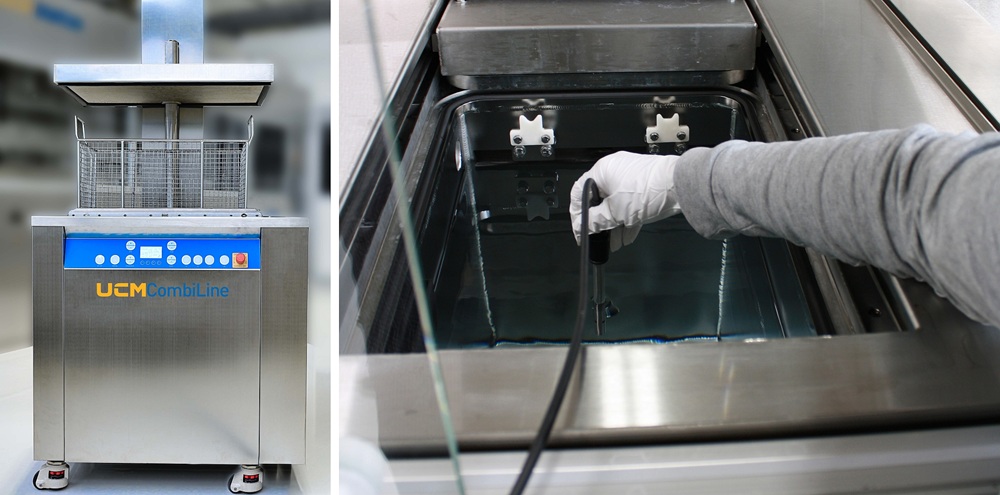
Lye-based finishing specialist Midland Deburr & Finish has secured major orders for its solvent and vapour degreasing plant to support tier-one automotive component work for a leading UK-based OEM.
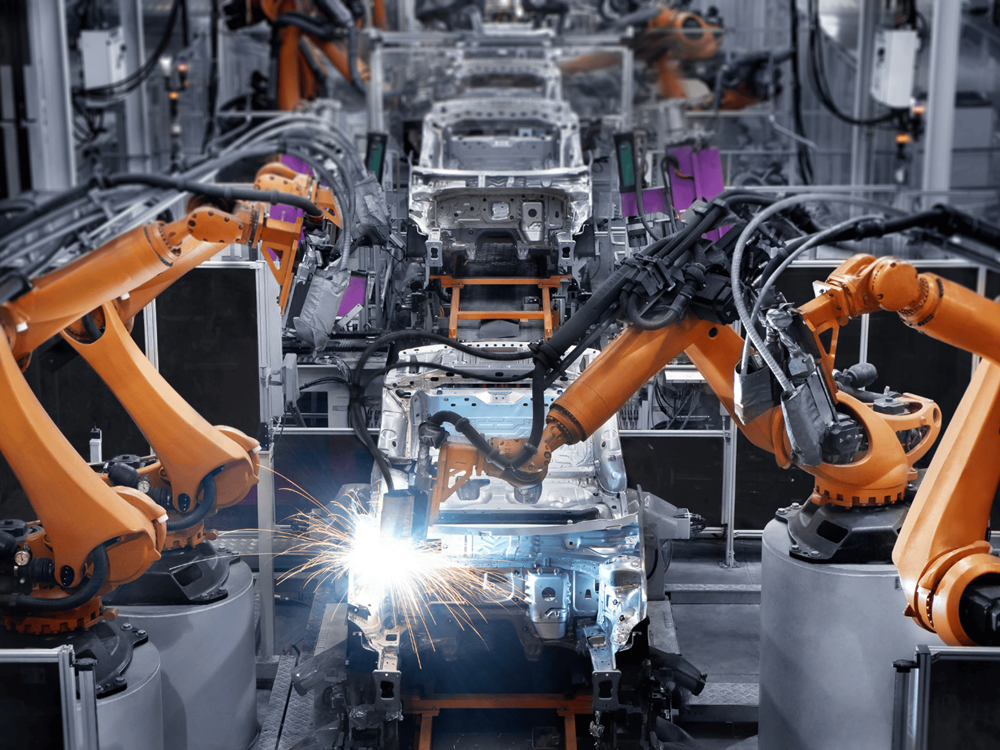
As modern manufacturing becomes increasingly complex, precision finishing processes like deburring and degreasing are more essential than ever. These operations are vital to ensuring components meet stringent performance, safety and reliability standards. Yet, with high investment costs and a deepening industry-wide skills gap, many manufacturers are turning to outsourced solutions to meet these needs.
Midland Deburr & Finish says it is playing a pivotal role in helping manufacturers stay ahead of these demands. Managing director Chris Arrowsmith confirms the company’s new orders mark a significant vote of confidence in their capabilities and long-standing expertise: “We’re proud to be supporting tier-one and tier-two automotive supply chains with our solvent and vapour degreasing technologies. These orders reflect the trust major OEMs place in our ability to deliver precision and consistency at scale.”
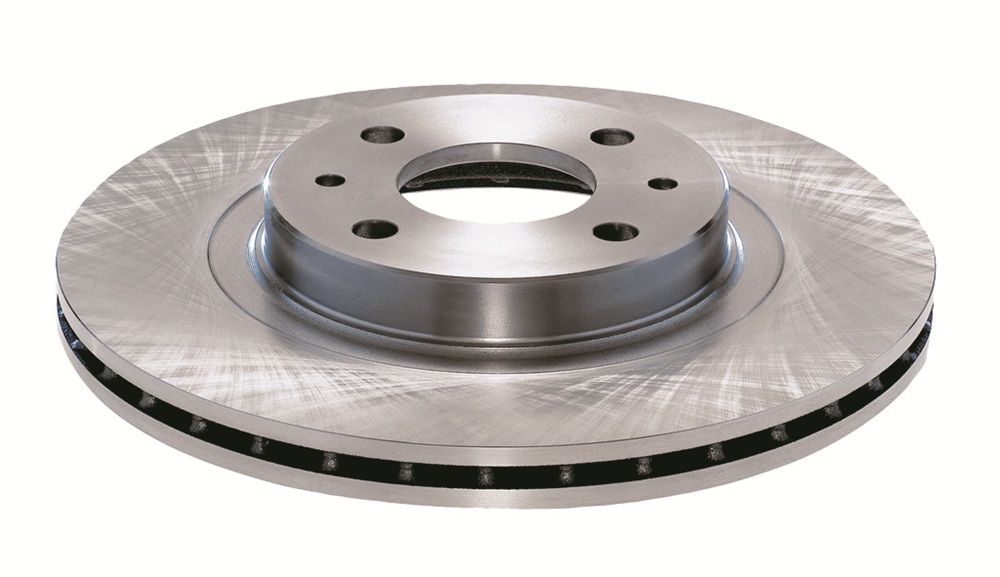
The investment will support the firm’s growing role in the UK automotive sector, where components must adhere to the highest standards of cleanliness and finish. Vapour and solvent degreasing are critical processes in this space, removing minute contaminants that can compromise the performance or durability of parts – particularly those used in engines, transmission systems and braking components.
“These processes are essential in modern manufacturing,” Arrowsmith notes. “But they require significant expertise, and that’s where we step in – so our customers don’t have to divert their resources away from their core operations.”
By offering a comprehensive subcontract solution, Midland Deburr & Finish enables manufacturers to focus on core production without sacrificing quality.
More information www.midlanddeburrandfinish.co.uk