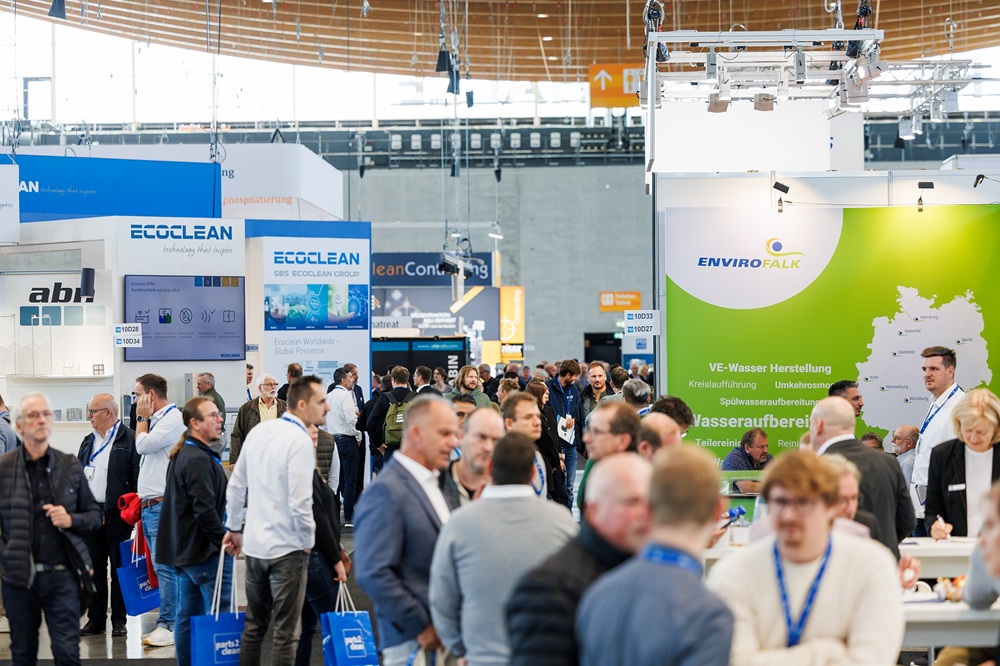
The 21st edition of the Parts2Clean exhibition in Stuttgart attracted an impressive number of visitors who were able to take part in discussions and make contacts of outstanding quality. The 165 exhibitors from all areas of industrial cleaning technology presented a range of innovative solutions. Additionally, the bilingual p2c.EXPERTFORUM attracted a record number of participants. These factors together provided significant impetus for optimising process quality, productivity and efficiency with regard to costs and resources.
The exhibitors came to Stuttgart to show intelligent technical solutions for industrial parts and surface cleaning. The three days of Parts2Clean made it clear that there is a demand for such solutions, in spite of the currently challenging market conditions: trade visitors from 44 countries, more than 3200 in number, had brought just the right tasks and projects with them to the show.
“Compared with the 2023 event, the 21st edition not only chalked up a growing number of exhibiting companies and a net exhibition area of 4600 sq m, but also a small increase in visitor numbers,” reports Ramtin Randjbar-Moshtaghin, project director at Deutsche Messe AG.
The share of visitors from outside Germany was around 25%. The nations most represented after Germany were Switzerland, Austria, Türkiye and the Netherlands.
“For us as the organiser, however, the bare facts and figures are less important than whether the exhibiting companies were satisfied,” adds Randjbar-Moshtaghin.
And this year’s event also scored highly in this respect, as Samuel Wolf, managing director of cleaning system manufacturer Vapic GmbH, confirms: “By the end of the second day of the trade fair, we had already established more contacts than during the entire 2023 show.”
The next Parts2Clean will take place from 5 to 7 October 2027 at the Stuttgart Exhibition Centre.
More information www.parts2clean.de