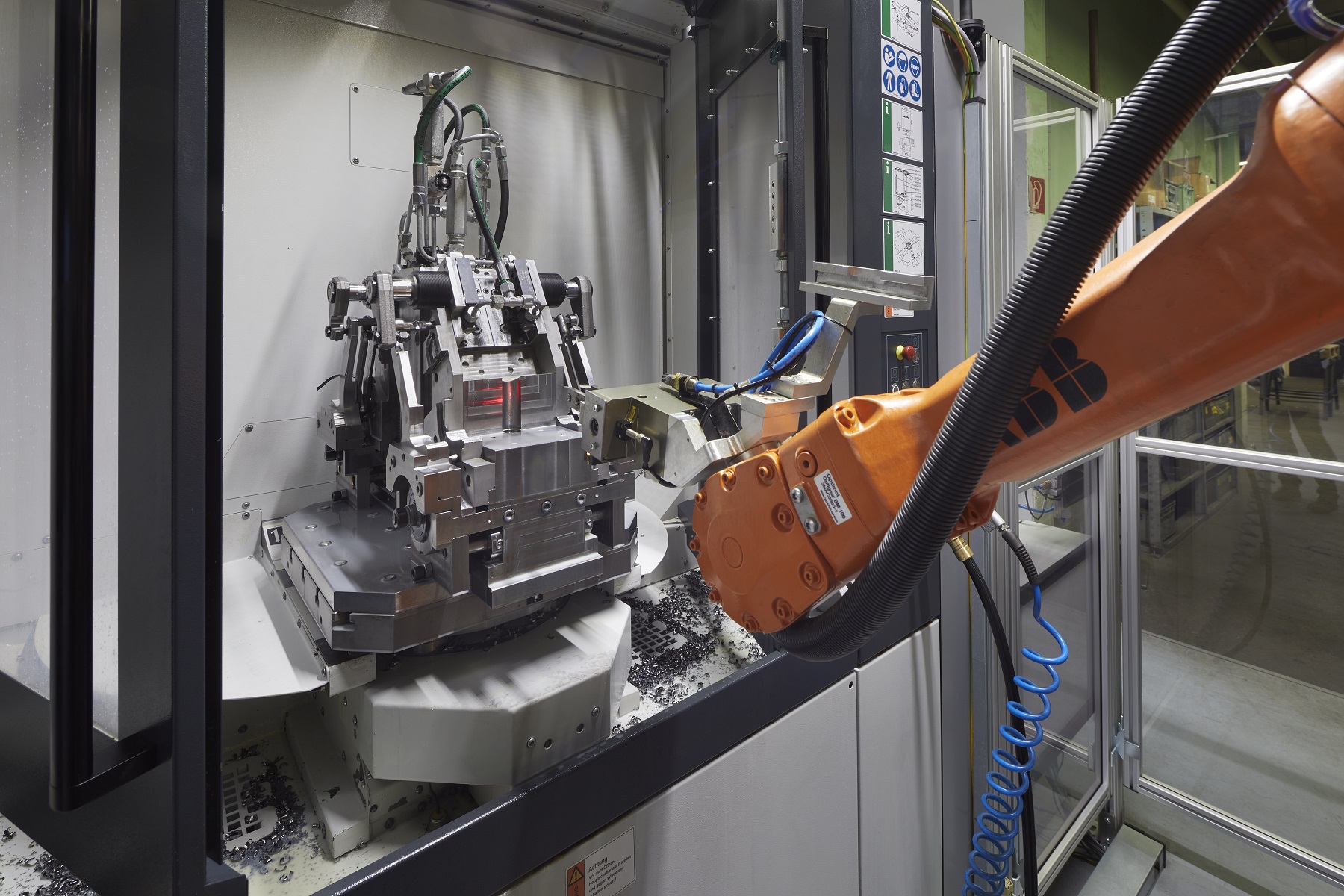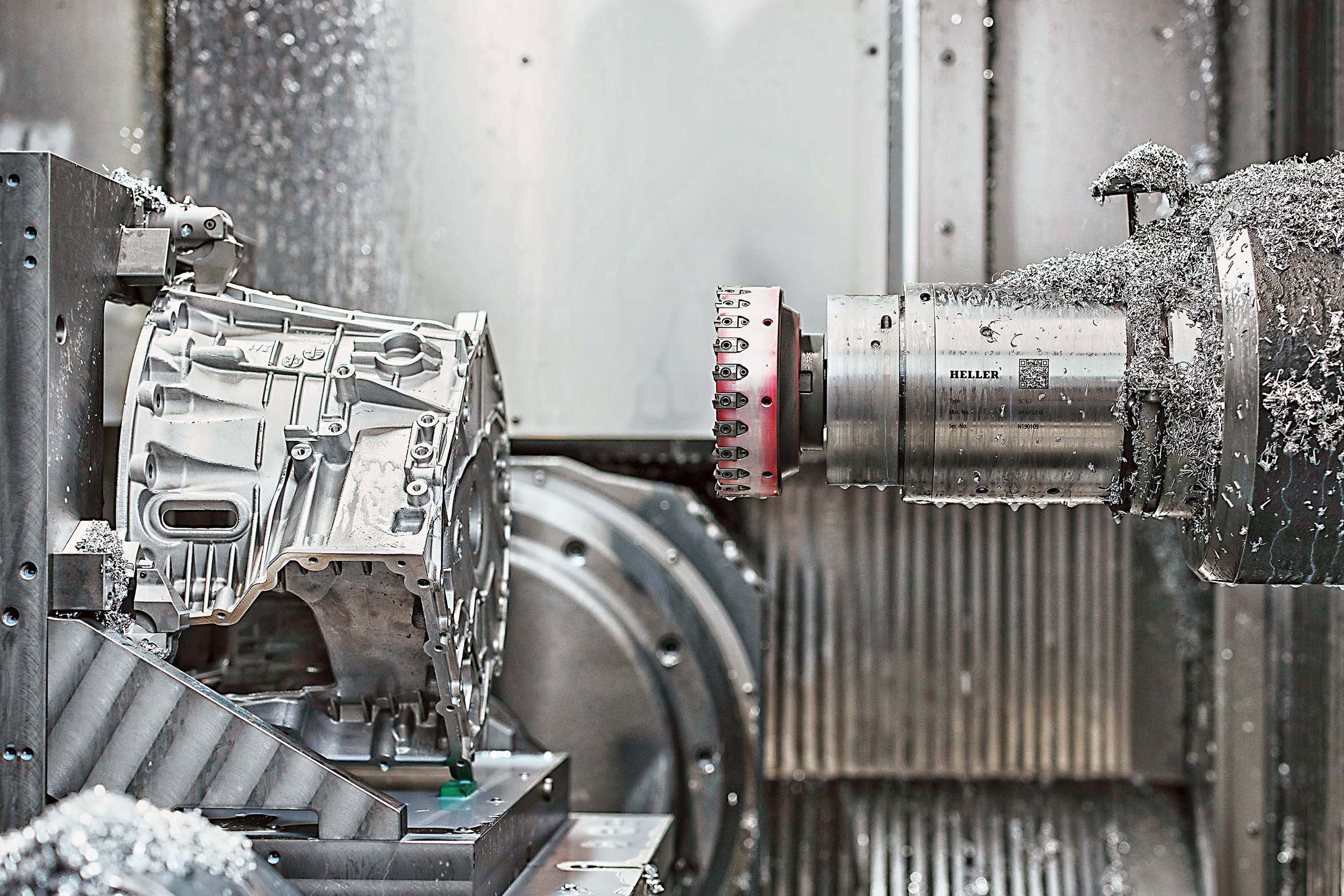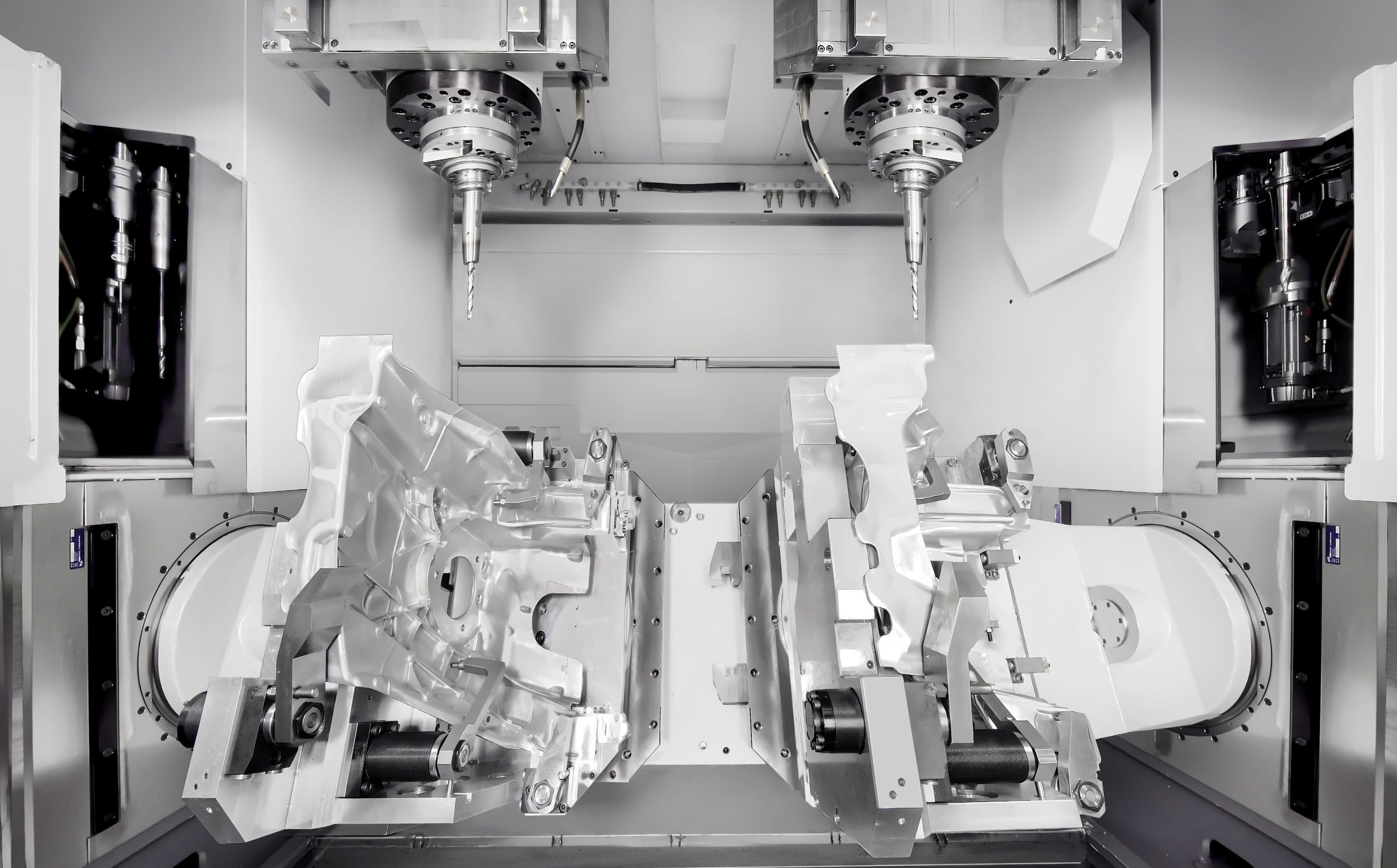
When Autocraft Solutions Group, Europe’s largest independent engine builder and remanufacturer, purchased the land and assets of an existing but redundant machine shop in Wellingborough, in June 2018, the company retained four existing Heller four-axis, twin-pallet horizontal machining centres (HMCs) that were already on site. Within weeks, Autocraft was using them to produce cylinder heads and blocks both for its own engine assembly and for delivery to its customers’ production lines on a just-in-time basis.
Autocraft co-owner Mike Hague-Morgan says: “Once we started using the Hellers, we saw how quickly they responded to our requests for aftersales service, including the supply of replacement spindles within 24 to 48 hours. It gave us such a high level of confidence that we decided to take all the stock out and purchase additional Heller HMCs to produce more parts, increasing our profitability.”
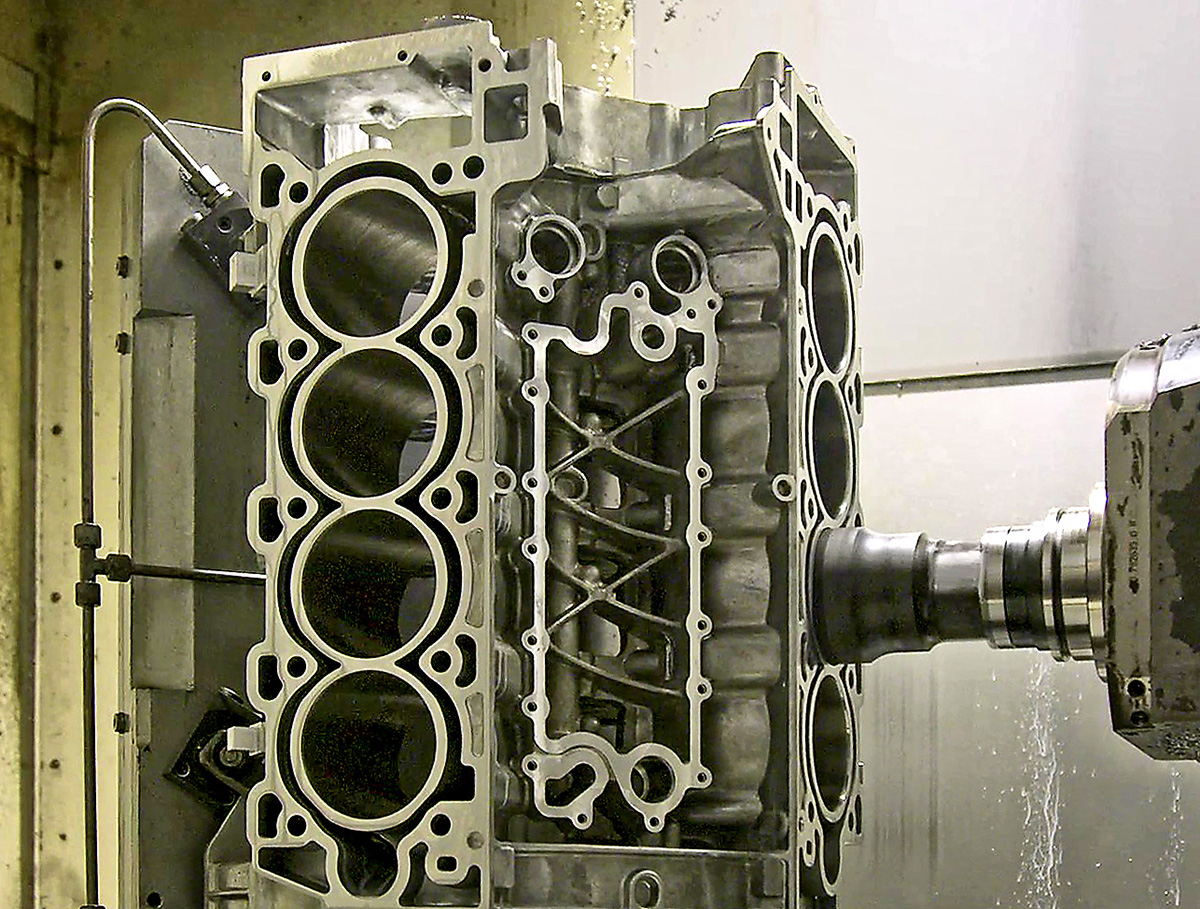
Autocraft produces cylinder heads and blocks in medium to low volumes for a range of three- to six-cylinder inline and V6 to V12 engines for automotive and off-highway applications. The four Heller H2000 machining centres were soon joined by another three. Then two further orders, each for three more, were placed during the pandemic to bring the total to 13.
Hague-Morgan says: “During an incredibly difficult trading period, we were still able to grow the business partly because of the service level provided by Heller. We deliver hundreds of engine blocks per week to major production lines and it costs millions of pounds if they stop, so continuity of supply of heads and blocks is critical. Having machines up and running within a day or two after a spindle failure is worth a huge amount to me.”
For further information www.heller.biz