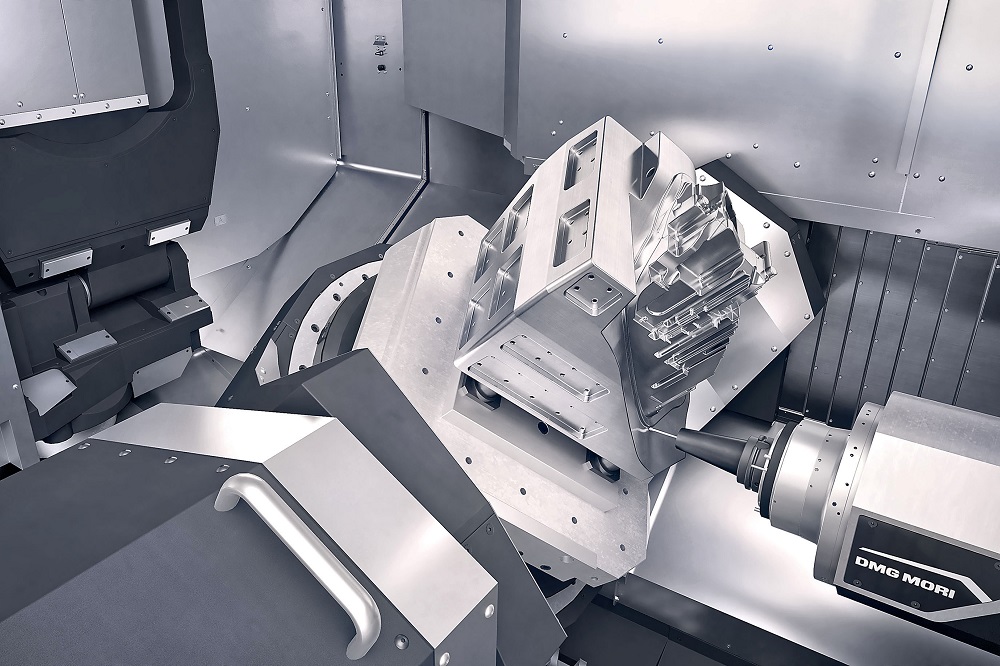
A new, horizontal-spindlefive-axis machining centre is now available from DMG Mori that the company says can maximise productivity when machining complex workpieces weighing up to 1 tonne. The robust INH 63 has a working volume of 1070 mm diameter x 1000 mm high and a maximum pallet size of 630 x 630 mm. Due to its compact dimensions, it offers easy integration into automated production systems.
Dies, moulds, battery boxes for electric vehicles and aerospace valve bodies are typical components that the machine might produce. Its stable design with a symmetrical structure optimised by FEM and twin ballscrews in all orthogonal axes, promotes precise and dynamic milling. Magnescale linear encoders result in high positioning accuracy, while reliable cooling of the ballscrews and other sources of heat suppresses thermal displacement and changes in the machine structure.
Compared with the previous model, the INH 63 offers 65% more cutting capacity. For five-axis machining, the INH 63 swivels the rotary table from + 45 to -195°, with direct-drive motors providing speeds of 90 and 30 rpm respectively. The PowerMaster spindle delivers 12,000 rpm, 808 Nm and 85 kW, while a version with up to 16,000 rpm or 1414 Nm at 8000 rpm is optional for heavy-duty cutting. For Master spindles, DMG Mori provides a warranty of 36 months with no run-time limit.
The wheel magazine, which offers 63 tool positions as standard, is expandable to six wheels, providing space for 363 tools up to 320 mm in diameter by 700 mm long and weighing 35 kg (optionally 50 kg). The high capacity allows long periods of autonomous operation if integrating a large pallet storage solution.
For further information www.dmgmori.com