Mills CNC has supplied Sussex-based motorcycle transmission and gearbox design and manufacturing specialist, Nova Racing Transmissions, with a new DN Solutions Lynx 2100LMB lathe with FANUC control and an 8” chuck. The machine has replaced an older Daewoo lathe that, although still working satisfactorily, was slow and cumbersome to use.
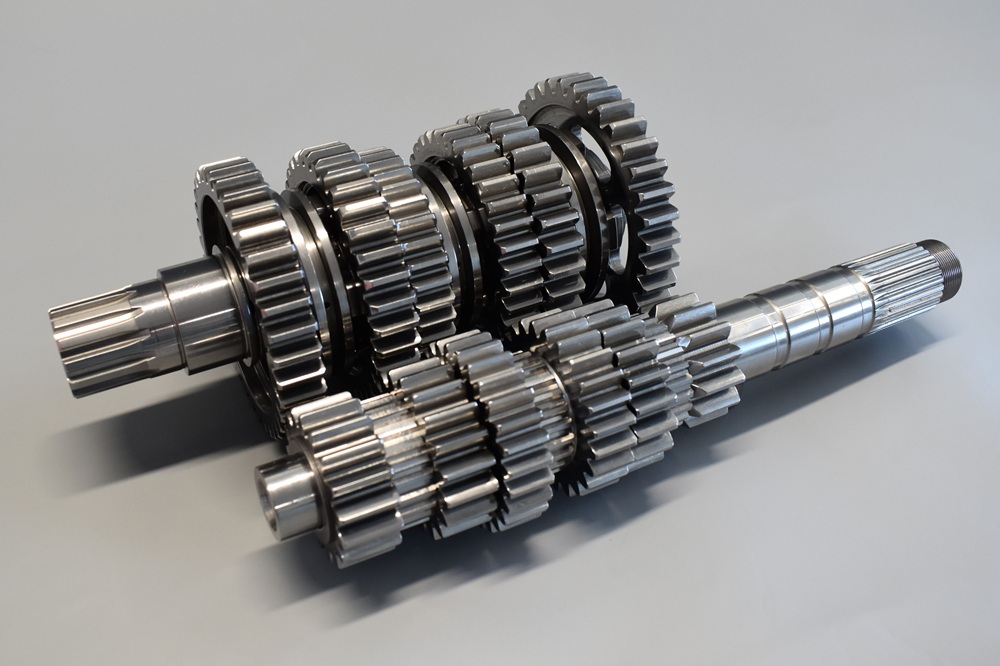
Since installation, the Lynx 2100LMB, equipped with driven tooling capabilities, has been put through its paces machining a range of high-precision motorcycle close-ratio gearbox components (input/output shafts, gear blanks, dog rings, collars) in small batches up to 10-off. Customers include teams and riders competing in the British Superbike (BSB), World Superbike (WSBK), Isle of Man TT and Motocross championships, as well as motorcycle OEMs, motorbike racing clubs, and individual motorcycle owners, enthusiasts and engine builders. Components are also made for stock enabling the company to quickly supply customers with spare and replacement parts.
Input and output shafts are made from a tough and durable motorsport steel alloy supplied to Nova Racing in pre-cut rough bar stock from steel specialist, Bohler Steels. Following machine set up, soft turning operations undertaken on the Lynx 2100LMB start by first reducing the diameter and length of each pre-cut bar. With 50 mm diameter bars, for example, typically 1 mm is taken off the OD and 3 mm off the length. Other operations prior to heat treatment include gun drilling on each shaft’s centre line using high-pressure coolant to create a long narrow through bore hole with a high depth-to-diameter ratio.
There can be up to six soft turning operations performed on each shaft before heat treatment. Cycle times are short at 2-3 minutes.
More information www.millscnc.co.uk