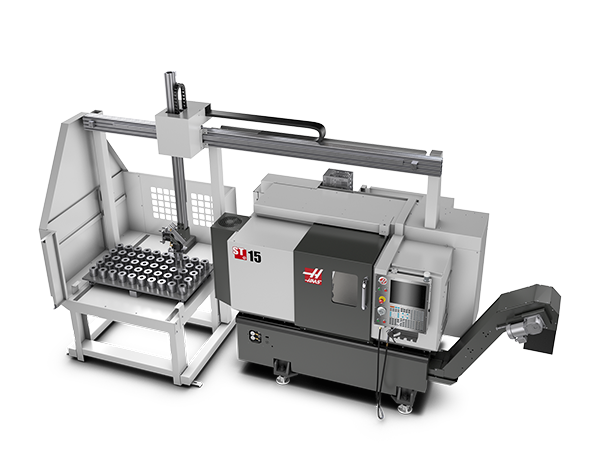
First launched in 2018, the common platform for the manufacture of two universal turning machines, the B400 from Index and TNA400 from its subsidiary Traub, has been expanded with the addition of the B500 and TNA500 featuring larger, more powerful spindles. The machines are available in the UK through sole sales and service agent Kingsbury.

Each machine shares much commonality, as the mineral cast bed, slide-ways and covers are identical. One difference is the control, the Index B400 and B500 being fitted with a Siemens Sinumerik 840D sl and the TNA400 and TNA500 with Traub’s Mitsubishi-based TX8i-s V8. Another distinction is that the main and counter spindles on the latest 500 series lathes are A11/A8, one size up from the A8/A6 spindle on the 400 series, and delivering 40% more power and torque.
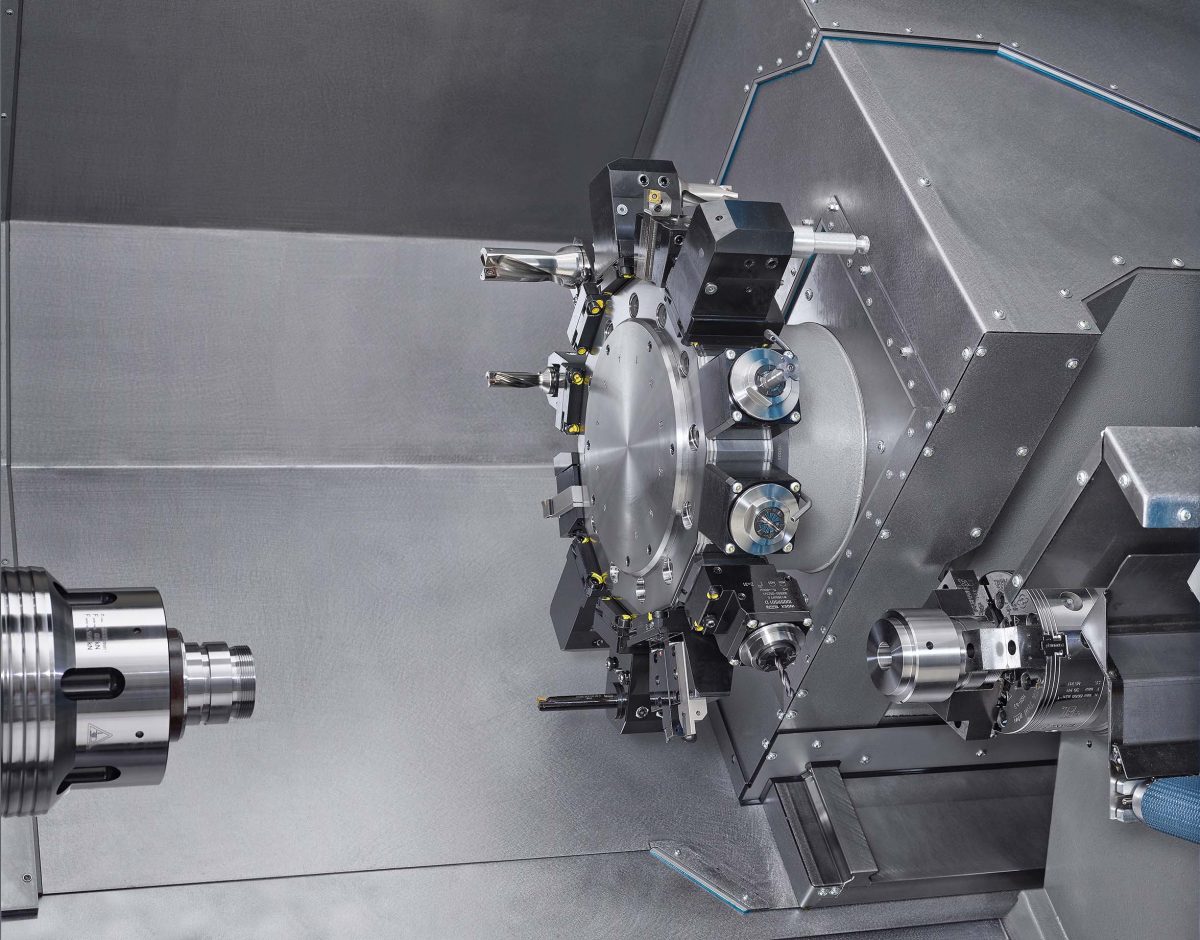
In support of long workpieces, TNA lathes offer the possibility of using a tailstock mounted on roller guideways. As an option, the machines are available instead with a counter spindle for the complete machining of parts on the reverse end after part-off and synchronous pick-up.
Regarding the counter spindle versions, all machines are equipped with an Index radial turret. Newly added is the option of selecting VDI40 holders instead of VDI30, enabling a slightly larger turning diameter and providing the live tools with higher torque. The 12 tool stations are equipped with the patented W-serration, featuring a profile that ensures the holders can be aligned quickly and accurately. Alternatively, a turret with axially driven VDI40 tools can be specified on the TNA 400/500, which is advantageous when using large, solid drills or boring bars, as the forces are transmitted directly into the turret.
For further information https://kingsburyuk.com/