The Irish Manufacturing Research (IMR) facility in Rathcoole has recently installed a new Doosan Puma 2600SY II turning centre with work-holding technology from Hainbuch at the heart of the installation.
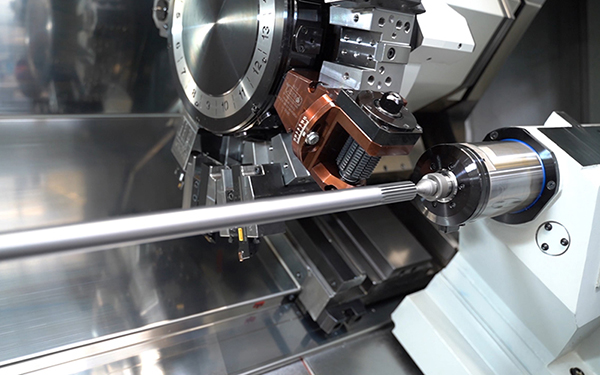
Working in collaboration with machine supplier Mills CNC, Hainbuch installed its SpannTop mini quick-change dead-length chucks on both spindles of the Doosan Puma, with an 80 mm chuck on the main spindle and a 52 mm system on the sub-spindle. The SpannTop mini incorporates a chuck with a dismountable end-stop plate that ensures precision workpiece clamping without the pull-back effect. SpannTop mini permits quick changeover from outside to inside diameter clamping, or three-jaw clamping, thanks to the flexibility of the modular system.
IMR’s machining applications specialist Chris Judge says: “To demonstrate the full technical capability of the Doosan Puma you need to be using the best work-holding and tooling systems available, so we were delighted to see the Hainbuch system selected.”
The design of the SpannTop mini significantly reduces interference contours and improves tool accessibility, making it suitable for limited space work envelopes. According to Hainbuch, with its compact design and lower mass than alternate systems, the SpannTop mini minimises inertia loss when compared with three-jaw chucks. The dead-length variant installed on the Puma machine converts to a fully functional ‘bar chuck’ when the end-stop plate is removed. Providing workpiece clamping without axial movement of the clamping head, the SpannTop mini clamps workpieces with a short collar or shoulder, even providing part pick-off without the pull-back effect.
Hainbuch UK supplied the SpannTop mini complete with machine adaptions, changing guns and a complement of 10 clamping heads on each spindle for holding a complete variety of components.
For further information
www.hainbuch.com