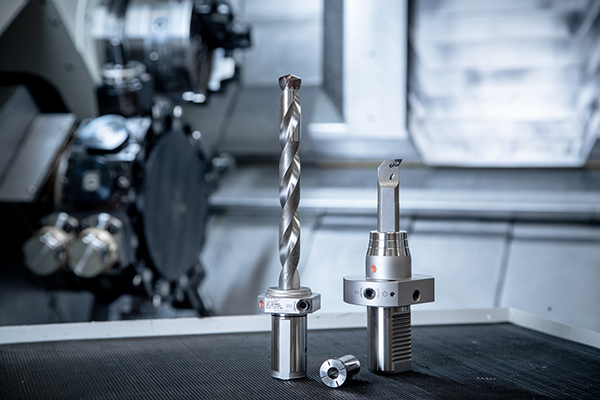

Ceratizit Group’s Team Cutting Tools has launched new variants of its hydraulic chuck range with VDI and cylindrical shank connections as part of the WNT Performance tooling series. This latest addition to the portfolio provides a solution when boring bars need to be precision clamped with a shank tolerance of h7. The new hydraulic chucks featuring VDI and cylindrical shank connections can achieve this tolerance with a repeatability of 3 µm. The key benefit, though, is that in applications such as thread turning, fine boring or cutting with long tool overhangs, the precise tensioning and damping properties of the technology can reduce surface roughness by up to 70% when compared with standard systems.
Another feature of the Ceratizit hydraulic chucks is the radial adjustment screw, which helps position the boring bar to micron accuracy on diameter. Similarly, it is possible to remove the length adjustment screw to push the boring bar through – for efficient machining of various lengths of turning tools.
Ceratizit’s hydraulic chucks are available with a VDI interface for direct mounting in the turret of a turning centre complete with through-tool coolant capability. The chucks are available as 30 and 40 VDI with a 20 mm bore, along with a cylindrical shank version in 16 and 20 mm bore diameters for the 32 mm diameter shank, and 16, 20 and 25 mm for the 40 mm diameter shank variant.
In addition to the accuracy of hydraulic chucks, another significant advantage is the speed at which tool changes can take place (typically just seconds) without having to make tedious fine adjustments.
For further information
https://is.gd/xanado