
Established in 1947, MRT Castings specialises in the manufacture of high-quality aluminium die castings. In addition to regularly investing in the most up-to-date casting technologies, the progressive family business has introduced a range of complementary end-to-end services over the past 70 years. Along with state-of-the-art high-pressure and gravity die casting, the Andover-based company now provides tool making, surface finishing, mechanical assembly and, not least, a comprehensive CNC machining provision.
The mainstay of MRT Castings’ impressive machining facility is its collection of Brother CNC vertical machining centres supplied by Whitehouse Machine Tools. MRT’s policy of standardising on machines from a single supplier provides enhanced flexibility, as both operators and products are interchangeable between machines.
Additional benefits include the use of standardised fixtures, tooling and CNC rotary tables.
Having previously used two well-known brands of CNC rotary tables, following advice from Whitehouse Machine Tools, the company’s most recently installed Brother VMCs feature PL Lehmann CNC rotary tables.
MRT Castings’ managing director Phil Rawnson says: “We are able to support our customers from initial ideas, through product development and design for manufacture stages, to full production and logistics. Our extensive in-house CNC machining facilities are at the very core of our operations. To help ensure short lead times and the manufacture of premium quality products we use a range of Brother machine tools, the fastest machining centres available.
“Such is the quality and cost-effective nature of our CNC provision, in addition to machining die castings that are produced in our own foundry, we also machine components cast by other companies,” continues Rawnson. “As we usually perform small-to-medium production runs on a diverse range of products, we need each of our machine tools to deliver the best possible levels of flexibility, while also striving to maximise machine utilisation times and minimise set-up times. Over several years, our use of rotary tables has made important contributions in these areas.”

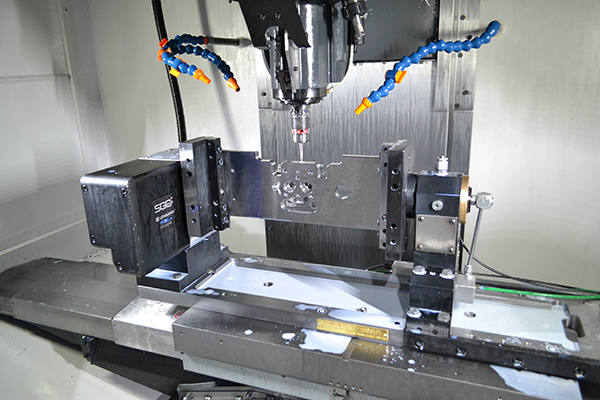
As many of the components manufactured at MRT Castings are relatively complex, without the use of rotary tables the company would need to perform two or three different machining operations, rather than producing parts in one hit. The ability to finish components in a single cycle means that MRT does not face the issues related to the accurate relocation of workpieces for subsequent machining operations.
“Over the past 12 months we’ve been involved in the casting and machining of critical parts that were urgently needed for medical ventilators,” explains Rawnson. “To help keep pace with this challenging production schedule we brought the planned purchase of six Brother vertical machining centres forward, bringing our current Brother VMC count up to 25 machines. To provide highly efficient four-axis capabilities, each of our latest six Brother VMCs feature rotary tables from PL Lehmann, which has provided us with a range of advantages.
He adds: “Despite our Lehmann CNC rotary tables being extremely robust and able to perform all the tasks we require, when compared with our previous rotary tables they are relatively small. Their reduced footprints mean that, when mounted inside our Brother VMCs, they take-up minimal area. In addition to releasing machine bed space for other work holding, the reduced size of Lehmann CNC rotary tables means that, when they are not required, they can often remain inside our VMCs while other machining operations take place. Additionally, the reduced height of Lehmann CNC rotary tables helps to increase the available working volume of our machines.
“As well as benefiting from the quality of Lehmann’s products, we received excellent installation and interface help from Whitehouse Machine Tools and PL Lehmann’s UK service agent. The machining flexibility, precision and speed delivered by our Lehmann rotary tables is now proving invaluable to MRT Castings.”

PL Lehmann has been involved in the design and manufacture of high-quality rotary tables for over four decades. The in-depth expertise gained throughout this time is reflected in the quality of the company’s products. To help reduce parts and enable the availability of Swiss quality at a cost-effective price, Lehmann rotary tables are based on a novel modular design system. This highly efficient arrangement enables the availability of a wide range of CNC rotary table options to meet customer needs.
Four sizes of Lehmann CNC rotary tables are available – 507, 510, 520 and 530 mm – with centre heights from 110 to 240 mm. Due to the company’s modular design approach, from these size options it is possible to offer more than 170 different rotary table variants. Models are available from basic single-spindle 4th axis units, to four-spindle tilting rotary tables with 4th and 5th axis capabilities. Now, rather than compromise and obtain a rotary table that represents a close match to a machining requirement, Lehmann customers are able to take delivery of a high-quality CNC rotary table that corresponds exactly to their specific needs.
In addition, the company’s modular design system means that the purchase of a well-engineered Lehmann CNC rotary table represents a safe, future-proof investment. For example, if a customer’s manufacturing requirements change, instead of investing in a new rotary table, the existing Lehmann CNC unit can be easily modified and adapted to changes in use.
Lehmann’s standardised spindle arrangement allows the use of an extremely wide range of workpiece clamping systems. As a result, in addition to standard work holding being set-up for an initial workpiece range, the system can quickly convert to accommodate other workpieces.
PL Lehmann says that its heavy-duty CNC rotary tables have earned a global reputation for performance, quality and longevity. Further aiding efficient, precision machining, the company’s robust products benefit from high clamping torque, load weight capabilities and accuracy specifications.
For further information
www.lehmann-rotary-tables.com