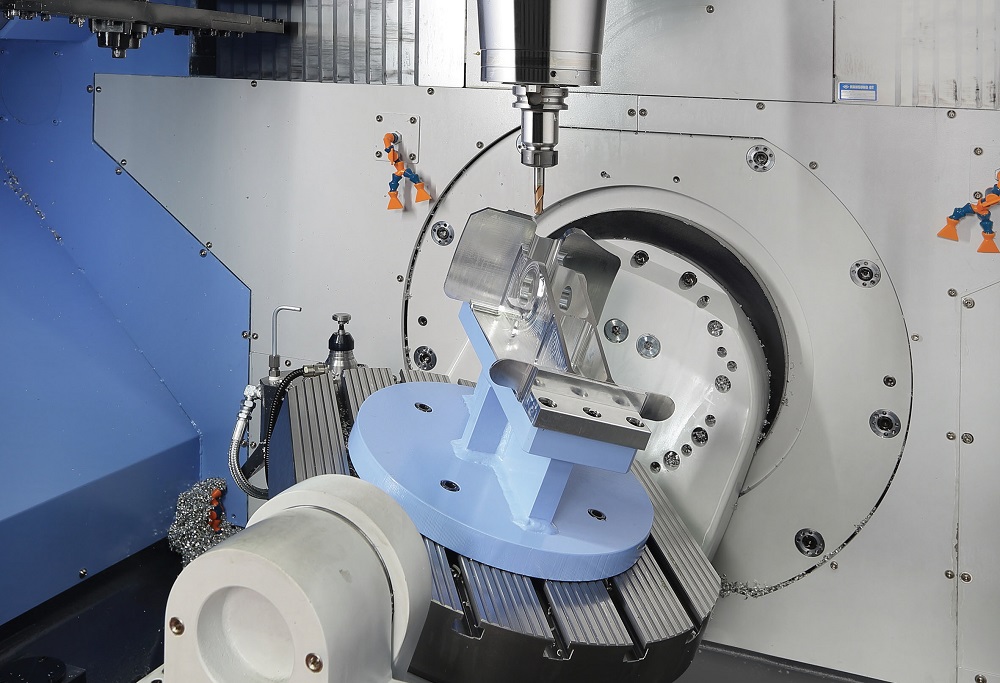
SMW Autoblok Group is introducing the MillTec circular magnetic chuck for precision five-axis machining. Working in five axes allows for the use of shorter tools to increase cutting feeds and speeds. A machine equipped with this technology makes it easier to perform complex operations thanks tofive-sided access to the part, including complete profiling, undercuts, through holes and pockets.
According to SMW Autoblok, shops can achieve optimal machining performance when all five faces of the workpiece are accessible. In contrast, when deploying traditional clamping systems, machine shops often encounter limits within the processing area due to the presence of features such as brackets. As a result, many types of components end up requiring multiple set-ups, adding time and cost to the machining process. With MillTec, users clamp the workpiece from the base, without any obstacle to the tool, reducing set-ups and optimising cost efficiencies to ensure a price-competitive component that maintains profitability.
The reduced thickness (MTG: 42mm – MTB: 51mm) and lightweight of the magnetic chuck, further assist the machine’s performance, enhancingits useful range. Users will find that the MillTec circular magnetic chuck presents a steel frame that it is possible to machine to create references, holes or alignment keys.
SMW Autoblok’s Mag Autoblok division includes a full line of permanent electromagnetic chucking systems for quick and flexible workholding on horizontal and vertical milling machines, vertical turning centres, FMS systems, grinding machines, EDM machines and more. A full line of magnetic lifters for loading and unloading workpieces on is also available.
For further information www.mag-tecnomagnete.com/en