Mills CNC has supplied Pure Innovate Manufacturing, a project management and engineering solutions provider, with a new high-performance machining centre.The machine, a DN Solutions DNM 5700 is now in-situat the company’s new and spacious ‘Innovation’ facility in Wallingford, just a few days after relocating its operations there. It is the first machine tool acquired by the company in its four-year history.
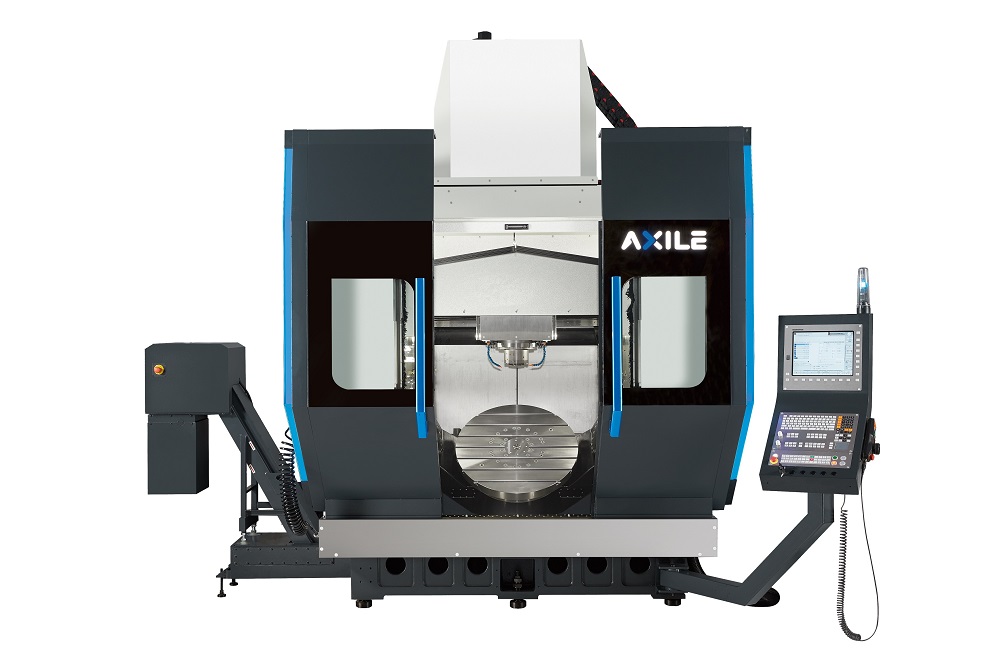
The DNM 5700 acquired by Pure Innovate is a three-axis vertical machining centre equipped with FANUC iPlus control and 15” touchscreen iHMI. Further features include an 18.5kW/12,000rpm directly-coupled spindle, 30-position ATC, large worktable and fast rapids. Mills CNC supplied the machine with through-spindle-coolant capability and a Renishaw tool and workpiece probing system to increase machining flexibility and improve process efficiencies.
Pure Innovate is the brainchild of managing director, Carl Joy, who says: “Having our own dedicated machining resource at the Innovation facility improves our flexibility and responsiveness.We’re can produce prototypes [including any iterations] quickly and efficiently – and means we’re not only able to deliver high-quality, fast turnaround machined prototypes, but also the processes developed and used to machine them.”
He continues: “To increase the scope and scale of our Innovation facility in the future, we are actively looking at investing in new technologies, like simultaneous five-axis machines, and developing our in-house capabilities further through processes such as additive manufacturing and composite machining.Nothing is off the table.”
Joy took the decision to invest in a DN Solutions DNM 5700 for a number of reasons.
“Pound for pound, the DNM 5700 is the ideal machine for us,” he states. “The machine is fast, flexible and accurate. It will enable us to machine high-precision prototypes and pre-production parts quickly.”
For further information www.millscnc.co.uk