With the introduction of the Euro 7 emission standard, the particulate matter values for all new motor vehicles are set for drastic reductions, regardless of the type of drive. This means that the focus is also increasingly on brake systems. The solution is brake discs with low-wear hard coatings, because less wear means less particulate matter. Against this background, Nagel Maschinen- und Werkzeugfabrik GmbH in Nürtingen is expanding its portfolio to include systems for brake disc coating.
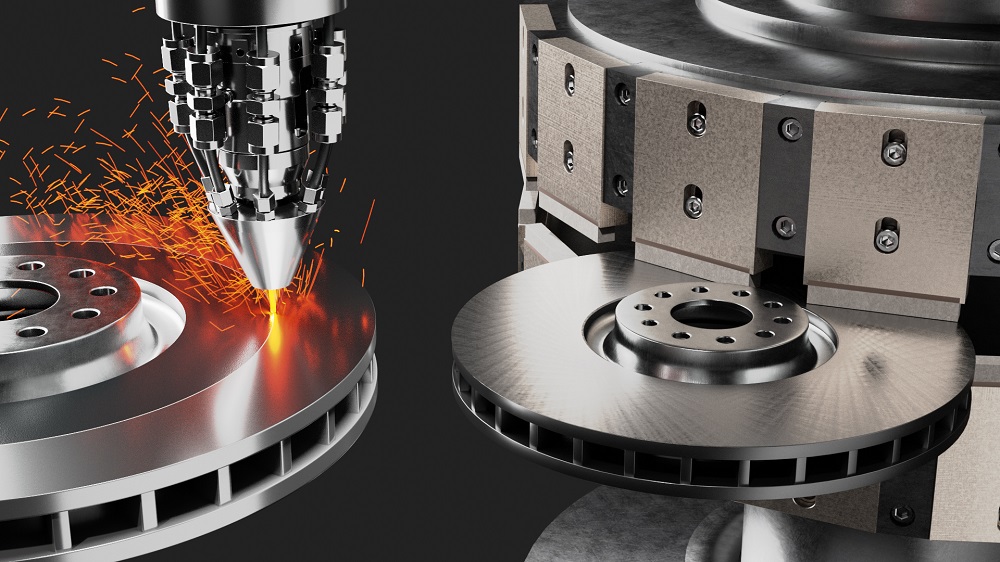
The core module for applying hard coatings to brake discs – usually cast brake discs – is a laser cell, which operates according to the high-speed LMD process, and a double-sided surface grinding machine for finishing. The laser coating machine from Nagel allows workpiece changeover times of less than 2 seconds, meaning that the powder flow, which is fundamentally sensitive to pressure fluctuations and acceleration, does not require interruption. The company measured powder efficiencies of over 94% in the coating process.
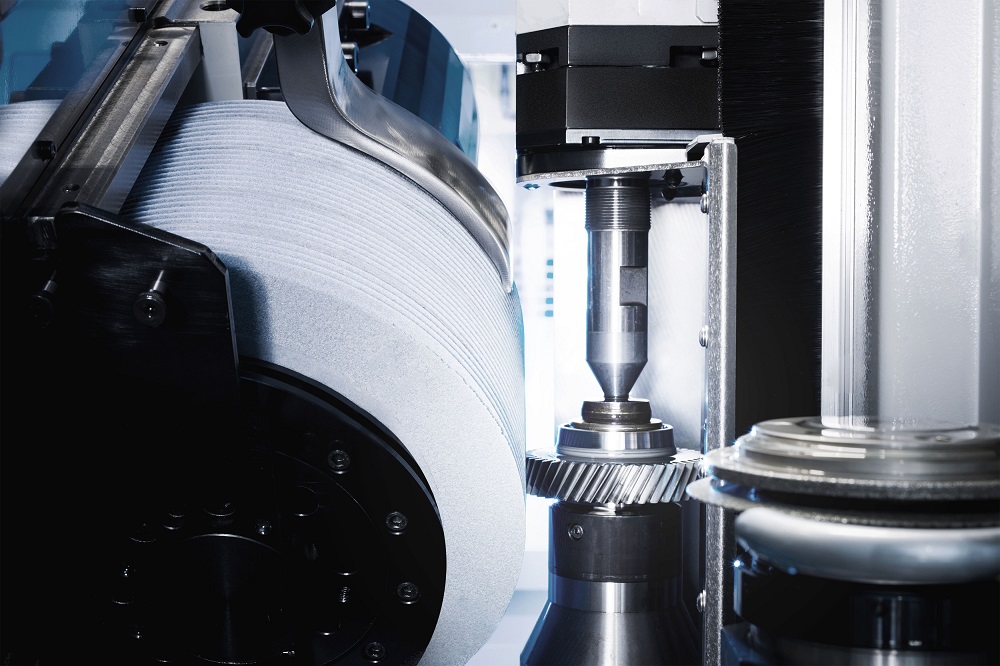
Nagel uses a double-sided surface grinding machine with high rigidity, ensuring highly precise and reproducible machining. The machine processes brake discs with an outer diameter of up to 450 mm. Depending on the coating system and customer requirements, Nagel Group says it has the right solution. For example, it is possible to grind a typical mid-range brake disc on both sides in approximately 50 seconds. Where required, a specially developed non-contact air measurement system monitors the machining process in operation.
In addition to process development for a wide range of hard material coatings, including grinding, Nagel will soon also be offering options for the production of coated brake discs for homologation at its Nürtingen plant.
For further information www.nagel.com