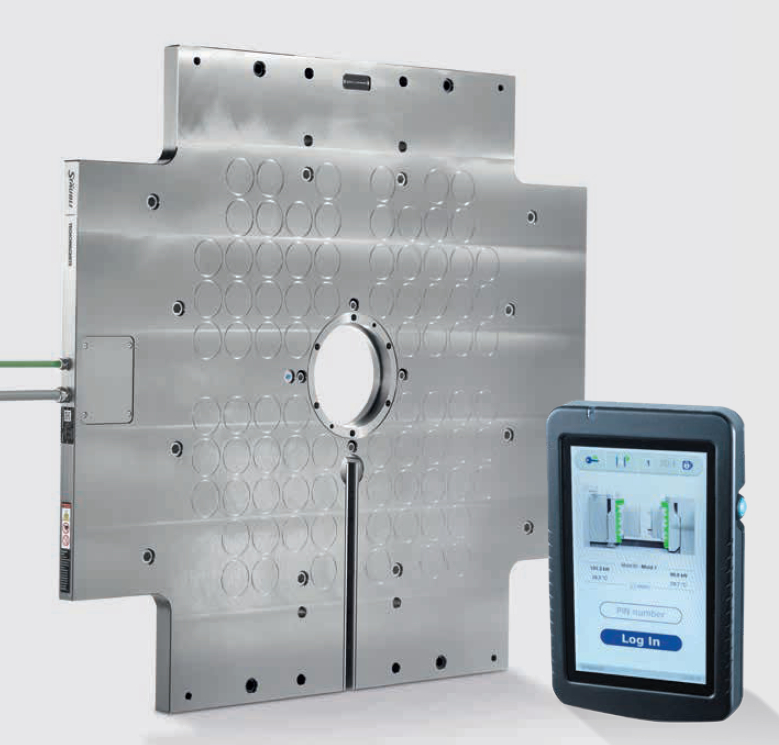
Headquartered in Austria, Amann Girrbach manufactures equipment to produce not only dental prostheses such as abutments, crowns, veneers and bridges, but also dentures. In its latest production system, the Ceramill Matik, the company is using a zero-point clamping system from Roemheld group company Stark Spannsysteme. The solution ensures enhanced repeatability when positioning raw material for five-axis milling of the complex profiles that characterise the prostheses. The products are available in the UKand Ireland through Roemheld UK.
Intended for extended periods of unattended production overnight and at weekends, the new machine is an intelligent solution that combines three operations in one: milling at up to 100,000 rpm, cleaning and automatic storage.
Marcel Humml, senior manager operational excellence, says: “The Ceramill Matik incorporates a five-axis machining centre with a 36-workpiece changer, whereas other products on the market have a maximum of 12 workpiece positions and are considerably more expensive.”
He adds: “When testing the Stark zero-point system, we concluded that we would like to have a few modifications. We didn’t want any visible screws and we preferred exposed sides so that water and dirt could run off better.Due to our compact holder size, we also requested a smaller support surface to save space. Stark undertook all of these modifications in their customised solution.The co-operation with Stark during the development phase of Ceramill Matik was unbeatable; the relationship really couldn’t have been better.”
Stark says that its zero-point product is for metal component machining on a factory floor and not originally intended for a small production centre producing fine, delicate parts.However, the company was happy to make the necessary adaptations to support automation in the dental sector.
For further information www.roemheld.co.uk