A historic milestone for Schwarze-Robitec: in December 2023, the tube bending specialist was able to celebrate 120 years of expertise in mechanical engineering. The company provides customised and high-performance tube bending solutions, ranging from individual machines to fully automated bending cells.
Founded in 1903 as Gebrüder Schwarze (Schwarze Brothers), Schwarze-Robitec has specialised in tube bending for more than nine decades. The company has been headquartered in Cologne from the very beginning and today presents itself as a technology partner for first-class tube bending solutions. Schwarze-Robitec tailors all bending machines to individual requirements and manufactures its tube benders in Germany.
The product portfolio of the tube bending specialist reflects the diversity of the industries it serves: from the high-performance series for the automotive and aerospace industries, through heavy-duty machines for plant construction, shipbuilding and the offshore industry, to the boiler and power series for the power plant sector.
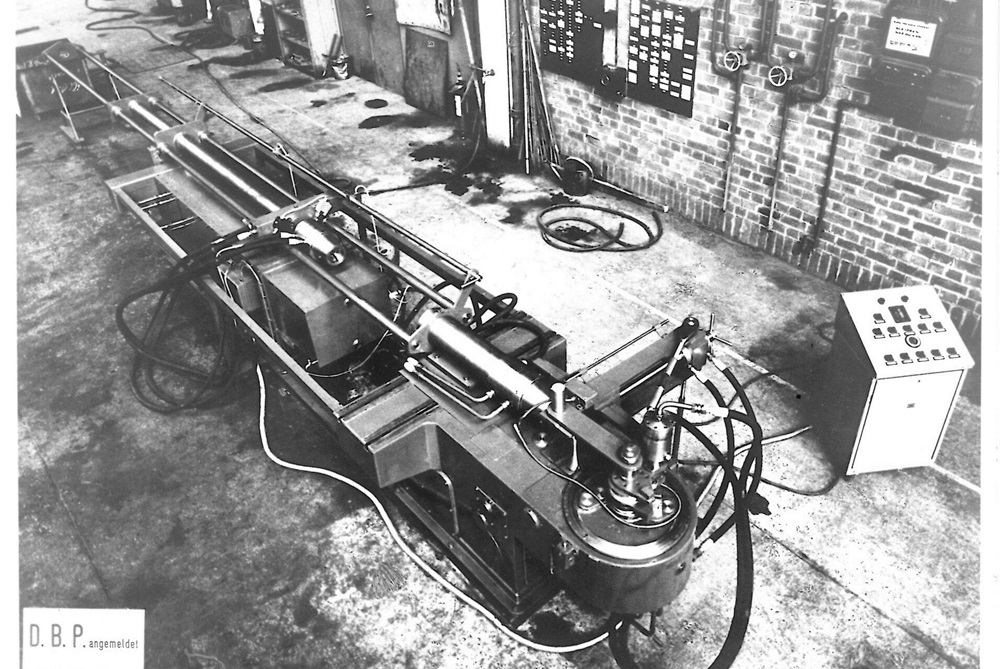
In 1976, the company presented the world’s first CNC tube bending machine, followed by the first multi-radius bending machine in 1988. Fully electric machines arrived at the turn of the millennium, and in 2018 Schwarze-Robitec could offer the world’s largest full-electric multiple-radius tube bending machine.
Since 2020, Schwarze-Robitec has expanded its expertise into the rapidly growing sector of electromobility. Here, precision manufacturing is crucial: the busbars required for e-mobility require accurate bending while considering individual geometries and without damaging the insulation. The demand for fully automated bending processes is also rising. This concept involves integrating numerous upstream and downstream processes, such as assembly, end forming and measuring, into the tube bending cell. Incorporating additional systems for tube feeding and/or robots is also among the specific requirements for fully automatic tube processing. For further information www.schwarze-robitec.com