To secure a future-proof and competitive position in the market, numerous companies are restructuring their product ranges. The trend is towards sophisticated solutions for high-tech industries. This not only means higher demands on the precision of components, but also extremely strict specifications regarding particulate and film cleanliness, which must be achieved in a process-reliable, economical and sustainable manner. The trend demands a different approach to cleaning: a critical look at the entire production chain and manufacturing environment, and an experienced partner.
In the course of industrial transformation, more companies are focusing on the manufacture of high-quality products and components with good margins. The focus is on high-tech industries that promise stable demand through growth in the future. The extremely high demands on manufacturing precision in these sectors – such as e-mobility, optical, sensor technology, photonics, thin-film technology, vacuum, laser and aerospace – include the cleanliness of components. This factor applies regardless of whether the components are millimetre-small connecting elements, precision optics or metre-sized structural components, and regardless of the materials from which they are manufactured.
The trend poses challenging tasks for parts cleaning. Unlike conventional component cleaning, which usually involves removing large quantities of manufacturing residues such as chips and processing media, ultra-fine and high-purity cleaning is all about removing minimal residual contamination. The specifications for particulate cleanliness extend into the sub-micrometre range.
Depending on the industry, component and its application, film-like residual contamination, such as organic and inorganic residues, ionic residues and microorganism residues, must be removed in a process-reliable and reproducible manner down to nanometre levels. In high-purity applications, such as the manufacture of components for EUV lithography, so-called hydrogen-induced outgassing (HIO) substances must also be considered.
The requirements for particulate cleanliness to be met during cleaning are specified by the corresponding surface cleanliness class (ORK) according to EN ISO 14644-9 (SCP – surface cleanliness by particle concentration) or the corresponding VDI guideline 2083, sheet 9.1. Film-chemical, organic and inorganic surface cleanliness is usually defined by individual specifications or factory standards. In addition, outgassing rates may be evaluated using mass spectrometers.
These demanding tasks require a technology partner which not only has comprehensive technological expertise and knowledge of the applications and physical relationships, but also experience in the field of cleaning and appropriate test facilities for cleaning trials under production-related conditions. As an experienced full-service provider of future-oriented and globally available solutions for ultra-fine and high-purity cleaning, Ecoclean says it meets these requirements.
To meet these very strict cleanliness specifications in a process-reliable, reproducible and sustainable manner, several cleaning steps are usually required along the manufacturing chain. The following questions play a role in selecting the optimal solution for the respective cleaning process: What is the workpiece material? What are the geometry, dimensions and weight of the component? What contaminants require removal? What cleanliness requirements must be met? Which cleaning process and chemicals are suitable for the task?
On this basis, it becomes possible to determine which and how many cleaning steps are necessary, using which medium and which process technologies. Other aspects that need consideration include the required quality of the rinsing medium and the appropriate drying technology, as well as clean part handling and the operating conditions (such as a cleanroom).
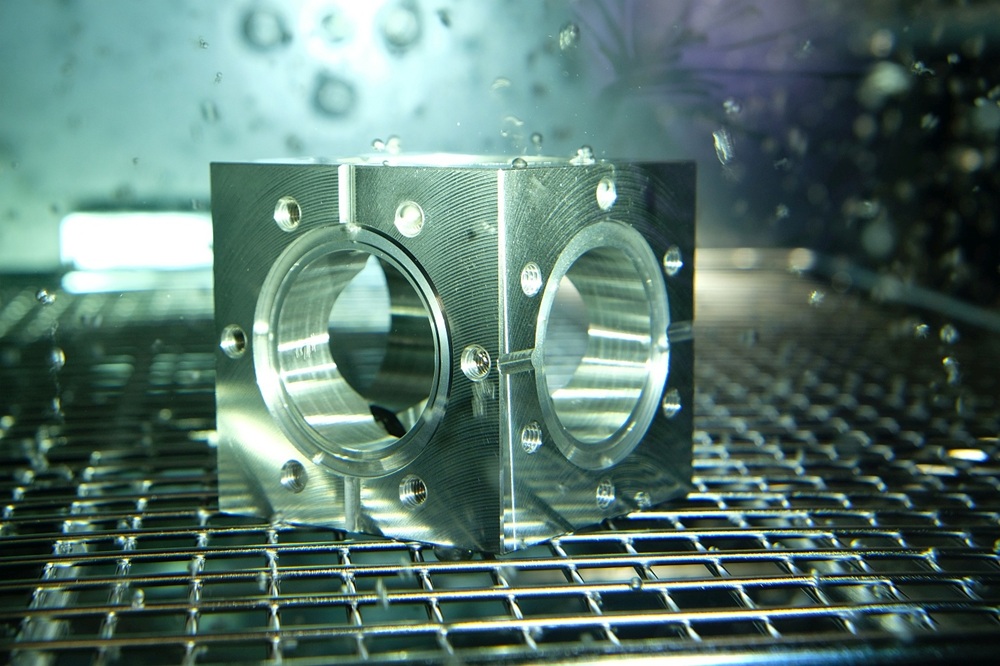
The basis for ultra-fine or high-purity cleaning is “oil- and grease-free” parts. To achieve and maintain this level of cleanliness, a cleaning process is carried out after the various processing steps, such as machining, forming, grinding or polishing. The effect of the cleaning medium deployed is enhanced by various process technologies that can be combined in almost any combination, such as steam degreasing, spray, high-pressure, immersion, ultrasonic and megasonic cleaning, as well as plasma cleaning, injection flood washing, pulsed pressure cleaning (PPC) and ultrasonic plus. These process options ensure that the required cleanliness is consistently achievable, even for geometrically complex workpieces.
For intermediate cleaning processes or parts with less stringent cleanliness specifications, modular single- or multi-chamber systems operating under full vacuum, such as EcoCstretch or EcoCvela, are typically used. Depending on the processing medium, these systems can be operated with an environmentally friendly solvent, such as hydrocarbons or modified alcohol, or a specially selected water-based cleaner. The design, system engineering, media flow and treatment of the systems are specially tailored to ultra-fine cleaning and high-purity applications. Thanks to the process mechanics concentrated in the working chamber – like injection flood washing, ultrasound and PPC – this type of system also offers advantages when cleaning large and complex workpieces.
Ultrasonic multi-bath immersion systems are the optimal solution for parts with a wide variety of materials, high throughput requirements and/or strict cleanliness specifications. In addition to individually designed cleaning systems for high-end applications, Ecoclean offers an efficient solution with its UCMSmartLine and UCMPerformanceLine series of systems consisting of standardised modules. The electrical and control technology is integrated into the respective modules for the process steps of cleaning, rinsing, drying, loading and unloading, as well as for the transport system. This, together with the provision of process mechanics tailored to requirements, such as PPC, allows the systems to be optimally adapted to the respective task. The option of upgrading the cleaning system at a later date ensures future-proofing in the event of increased requirements.
Ecoclean determines the right system concept for the application and the optimal cleaning process in its own High Purity Test Centre. It has a Class 7 clean room with Class 6 zones and various measurement and analysis methods (microscopy, residual gas analysis, UV light and fluorescence measurement). In addition to the product-specific development of cleaning processes and parameters, Ecoclean also uses its test centre to carry out contract cleaning orders. A packaging station for cleaned parts ensures that the high level of cleanliness achieved is also delivered to the customer.
More information www.ecoclean-group.net