With NUMROTO X, NUM AG is unveiling the future iteration of its CNC software package, NUMROTOplus, tailored for tool production and resharpening. According to NUM, this extensively revamped software stands out for its enhanced flexibility, precision and user-friendliness.
Similar to NUMROTOplus, NUMROTO X is a desktop application accessible both on the grinding machine and a workstation PC. Leveraging established concepts like multi-user databases, 3D simulation, collision checking and product documentation with NUMROTO-Draw, NUMROTO X elevates the user experience to new heights.
The focus during NUMROTO X’s development initially centred on the production of complex standard milling cutters. This goal is achieved thanks to configurable geometry elements and innovative options for production and process planning. The introduction of sequences, enabling the organisation of individual work steps, facilitates the straightforward configuration of intricate yet clearly displayed production processes.
Furthermore, NUMROTO X integrates a newly developed, integrated job manager. This feature empowers users to modify and expand job lists both during work preparation and ‘on the fly’ at the machine, ensuring uninterrupted production under any circumstances.
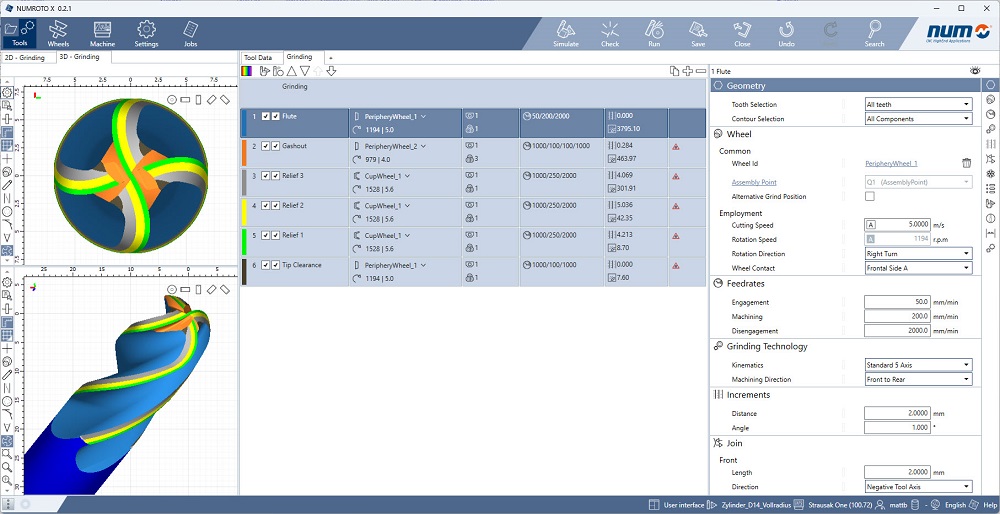
In crafting the new user interface, NUMROTO X places a strong emphasis on intuitive user-friendliness and clarity. Through real-time tool visualisation, users can promptly and accurately observe the effects of any parameter adjustment in pixel-perfect detail, even at various zoom levels. While default values streamline the creation of new workpieces, users retain the flexibility to tailor these settings to their specific needs at any juncture.
Introducing a new feature in NUMROTO X, the kinematics module takes charge of calculating machine movements, now extending support to six-axis movements. This advance brings about higher efficiency and optimises axis control during transition movements between grinding operations.
More information www.num.com