When choosing a bandsaw blade, tooth pitch is often treated as a secondary consideration. Blade width or overall blade type usually takes priority, with TPI mentioned almost as an afterthought. In reality, tooth pitch plays a major role in how a blade performs in the cut, influencing cutting speed, surface finish, blade life and even machine load. According to EPS Services, problems often blamed on set up or machine condition can frequently be traced back to blade selection.
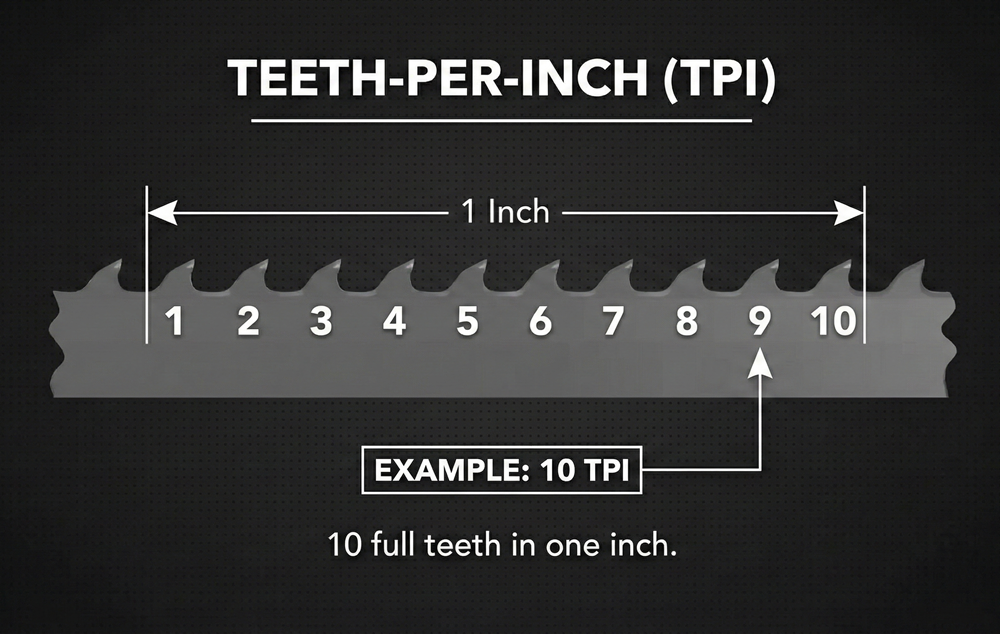
Tooth pitch refers to the number of teeth per inch of blade, written as TPI. Lower TPI blades feature larger teeth with deeper gaps between them, while higher TPI blades have smaller, closely spaced teeth. These gaps, known as gullets, are responsible for carrying chips away from the cut. If chips cannot clear efficiently, they pack into the gullets, increasing friction and heat and accelerating blade wear. Poor chip clearance is one of the most common causes of premature dulling.
A useful rule of thumb is to ensure at least three teeth are always engaged in the material. This spreads the cutting load and promotes smooth operation. Too few teeth can cause grabbing and chatter, while too many can lead to rubbing rather than cutting, generating heat and reducing efficiency.
Fast dulling, slow cutting, burning and wandering cuts are often linked to incorrect pitch selection, even when machine set up is sound. These symptoms are sometimes misattributed to blade quality.
Variable pitch blades, which alter tooth spacing along the blade, can reduce vibration and improve stability. However, they are not a substitute for selecting the correct pitch range.
Ultimately, tooth pitch affects far more than surface finish. A small change in TPI can significantly improve cutting performance, consistency and blade life.
More information www.eps-services.co.uk