NCMT has introduced to the British and Irish markets the Makino a500iR, a five-axis, twin-pallet horizontal machining centre that is available with a choice of three spindles. One has a BT40 interface and a maximum speed of 14,000 rpm, while the other two feature an HSK-A63 interface with a maximum speed of 20,000 rpm or 24,000 rpm.
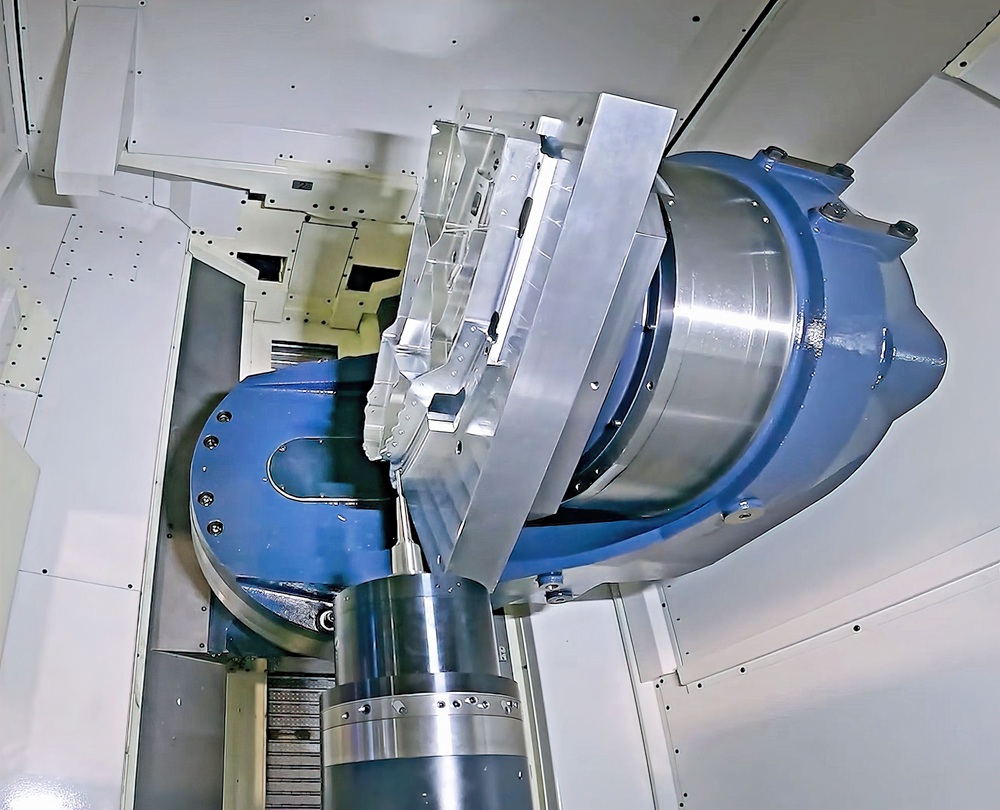
The centre of gravity of the 500 mm square pallet and fixtured workpiece is close to the vertical centreline of the -110° to +180° rotary B axis, enabling high-speed workpiece positioning at up to 267° per second. Notably, the rotating C axis facing the horizontal spindle has an even faster rapid motion of 600° per second. Maximum workpiece size is 900 mm diameter by 600 mm high and the table will accept a load of 400 kg. Linear travels in X, Y, and Z are 900, 750 and 800 mm.
As with all high-performance machining centres, the a500iR generates copious amounts of swarf that is efficiently evacuated by means of slanted panels in the working area and with the assistance of coolant delivered from the spindle head, nozzles and the ceiling of the chamber.
A new feature is the GI (Geometric Intelligence) chip-breaker function, which introduces micro-movements into a drilling operation to break stringy swarf into small chips, avoiding accumulation within the hole and possible damage to the cutter and component. Manufacturers can therefore leave the Makino to run unattended with confidence. Notably, the GI breaker works without impacting the cycle time. This is in contrast to options offered by other machine tool manufacturers, reports NCMT, which tend to lengthen a cycle.
More information www.ncmt.co.uk