



In 2007, Tridan Engineering made a strategic decision to target prestigious aerospace contracts and steer away from commercial, agricultural and power-generation subcontract machining. In the past five years, the Clacton-based company has invested heavily in infrastructure, accreditations and machine tools, which has certainly paid dividends in achieving its goals.
Celebrating its 50th year in business, the subcontractor has spent more than £2.5m in the past two years on new acquisitions, including two Mazak Variaxis i500 machines (as well as an i600 and an i700), a Quick Turn 300 plus a Quick Turn 200MSY. Other recent investments include a six-station Palletech automation system and an additional three machines on order from XYZ.
The investment in high-specification four and five-axis machine tools, and the ever-expanding variety of materials being machined, has prompted a strategic overview of Tridan’s cutting tool strategy. In the two years since deciding to overhaul its tooling strategy, the AS9100-certified company has reduced its cutting tool suppliers from 14 to just two. From the 14 vendors, it is Industrial Tooling Corporation (ITC) that is driving innovation and cost reductions, and standardising cutting tools.
Discussing the logic behind consolidating its cutting tool vendors, Tridan Engineering’s senior production engineer Peter Townsend says: “When it came to cutting tools, our shop floor had no consistency or standardisation, and shop floor staff would order new tools from one of our suppliers as and when they needed them. To consolidate our suppliers, we firstly wanted to eliminate a few of the smaller vendors that couldn’t support our diverse demands. Once we did this, we started 18 months of trials with many of the internationally recognised tooling brands.
“During this process, we were going beyond trialling one vendor against another based on the usual parameters of tool life, performance and cost reductions,” he continues. “We were looking at the complete package: the service and technical support; the rapport between our engineers and the tooling representative; the diversity of the product portfolio; and of course, performance, consistency and cost were always key parameters. In fact, the arrival of a twin-pallet machine and a six-station pallet system means that reliable performance and longevity for lights-out running has become more prevalent than ever.”

During the trial period, ITC was fast emerging as the front runner to win the solid-carbide round tooling business from Tridan. This preference emerged from the relationship between ITC’s technical sales engineer Gary Bambrick and the Tridan engineers and shop-floor machinists. However, with tooling manufactured in Tamworth, it was the rapid turnaround on standard and special tools that also impressed Tridan.
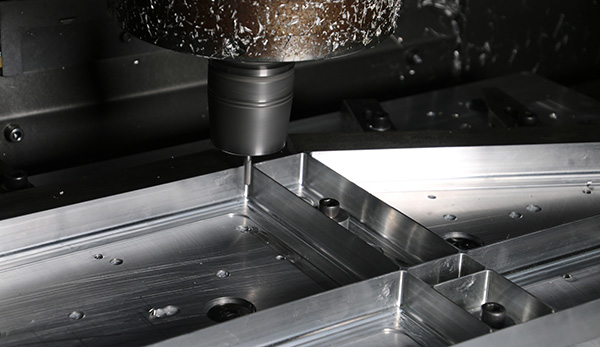
Says Townsend: “We manufacture families of aluminium frame racks for the aerospace industry in batches of 10-off every couple of weeks. With a significant amount of material removal, we applied the ITC 49G9 series of ripper end mills with through-coolant and a trochoidal strategy that was recommended by Gary. This immediately reduced the cycle time from 6 hours to less than 5 hours, a 20% reduction.
“With these racks there are a number of thin walls that needed machining and the tools were pushing against the wall, generating different wall thicknesses and wavy surface finishes,” he adds. “Gary worked closely with us and ITC’s Tamworth headquarters to change tool geometries, edge preparation and corner radii on a 10 mm diameter 3081 series end mill that was used for finishing the thin wall profiles. This not only resolved our technical issue, it demonstrated the expertise and the level of support from ITC.”
With the arrival of the six-station Palletech system, Tridan is achieving upwards of 140 hours of production every week on its latest Mazak machining centre. Manufacturing titanium alloy enclosures for the aerospace sector, the cell has been producing 50 parts per week with a cycle time close
to 3 hours each.
The philosophy of this cell is to maximise machine utilisation and, using ITC’s solid-carbide VariMill end mill tools, Tridan was attaining four days of tool life from each end mill. To extend tool life further, Bambrick suggested a diamond-coated end mill. The result extended tool life from four days to seven, a 40% improvement. With 90% of tools in the cell being supplied by ITC, Bambrick is currently investigating additional opportunities.
Another special application that was causing tremendous difficulty was a nose cone for the defence industry. The titanium cone had a roughing cycle time of 45 minutes that ITC reduced to 25 minutes with a five-fluted ripper, a significant saving on a batch of 100 parts.
Following internal rough machining, the cone requires a series of slots and features, and the limited reach inside the cone caused tool vibration that was impacting upon tool life. The previous end mills were wearing out rapidly through vibration, typically after machining just three parts.
“With the combination of the challenging aluminium alloy material and extended reach requirement, the vibration being created was ruining cutters,” says Townsend. “Added to this, the slots have a 0.03 mm tolerance that we struggled to hit because of the vibration. ITC developed a 2.8 mm diameter extra-long end mill on a 12 mm shank that instantly eradicated the vibration, and improved surface finish and tool life. The new tool ensured we were easily within tolerance, while tool life went from one tool for every three parts, to five tools for the full batch of 100 parts. This gave us consistency, reliability, conformity and it meant we didn’t have to keep changing tools and checking parts. We have a number of ITC tools that have been running for weeks on this family of parts.

“Following the benefits of ITC tools in our production cell and the proven success of the VariMill 4777 series, we trialled the same VariMill roughing tool on a chassis part for the defence sector manufactured from S154 hardened steel (321HB),” he continues. “We were using a high-feed indexable end mill from another supplier and were burning out 2-3 insert edges on each part. Although this sounds like a high burn-out rate, the cycle time was 12 hours per part for each of the 30 components. Gary once again recommended the 4777 series and it slashed the cycle time from 12 hours to 3, and we managed to complete a full batch of 30 parts with just two end mills. This was a 70% cycle time reduction and a 90% tool life extension. We cannot credit Gary and ITC highly enough for the quality of their service and products.”
The tooling strategy at Tridan is continually evolving to suit the ever increasing material diversity and lights-out production requirements. Tridan has selected its two primary vendors based upon indexable and solid-carbide tooling solutions with a number of small vendors still being a necessity for special applications.
Concluding on this point, Townsend says: “ITC has proven that its solid-carbide end mill and drilling lines can outperform everything we have trialled. But most importantly, the support from Gary Bambrick has been exemplary. Gary has not only instigated the introduction of new products, but also new strategies to enhance productivity.”
For further information www.itc-ltd.co.uk













