

As a design, development, test and production facility for additively manufactured (AM) products, Alloyed Ltd recently encountered challenges with its supporting EDM machining processes. The Stone-based business therefore turned to the Engineering Technology Group (ETG) and its Mitsubishi EDM range of machines.
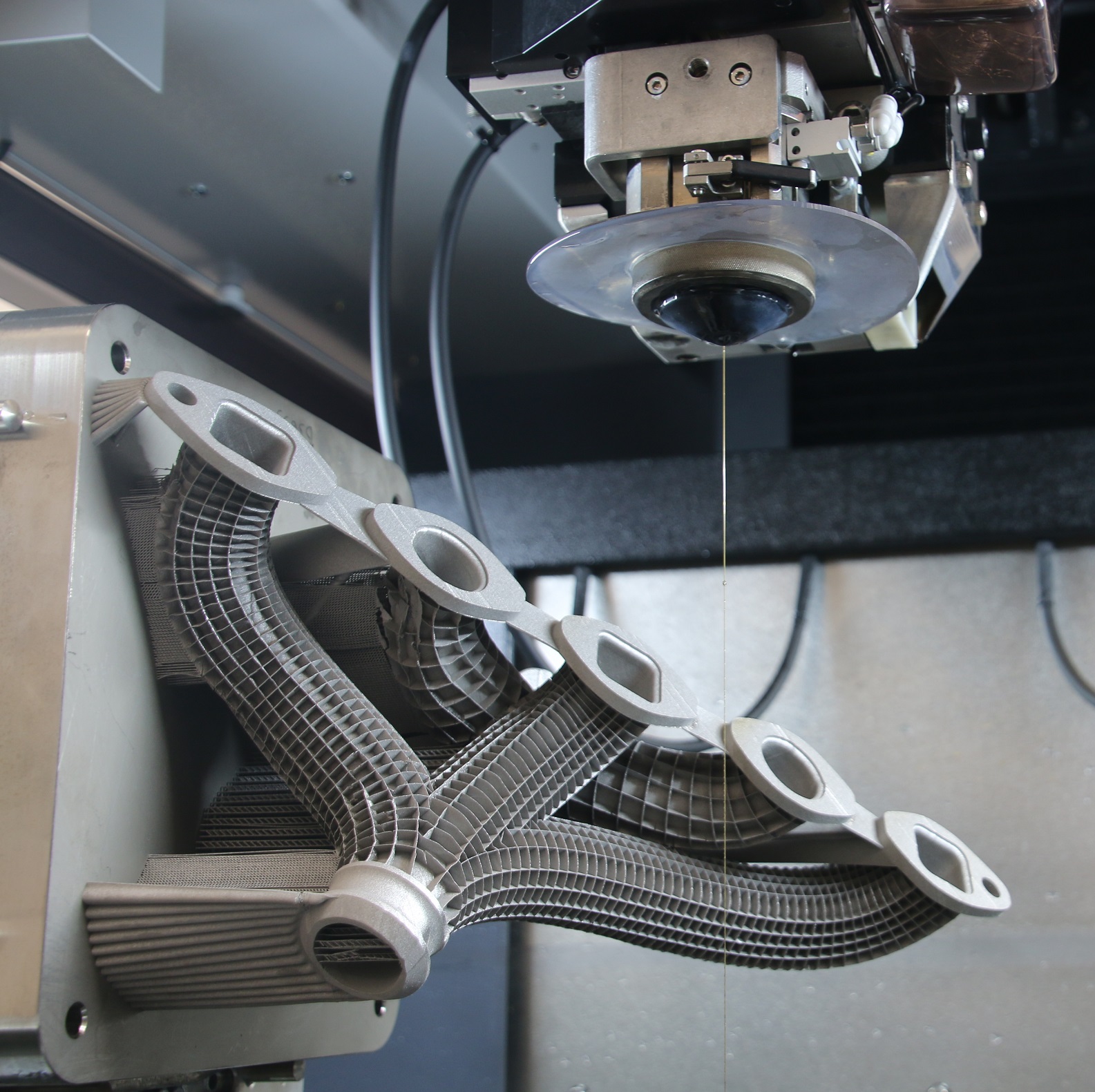
With a complete suite of Renishaw metal additive machines, one area that was causing a bottleneck at Alloyed was an unreliable wire EDM machine used for removing parts from base plates following 3D printing. With the company’s existing EDM machine, issues included constant wire breakages and the resultant manual re-threading, unreliable wire performance, water tank leakages, and a G-code programming CNC interface that was difficult to operate and integrate with other technologies on-site.
The search for a new EDM solution was already underway when Dr Stephen McCain, machine and systems manager at Alloyed, got engaged in the process. “With an opportunity to manufacture titanium 64 AM parts on a production scale, we started asking subcontract manufacturers with wire EDM capacity to see if they could cut details on the thin-walled parts, as well as cut them from the base blocks,” he says. “Speaking to subcontractors with a wide array of EDM technology who were floundering with the intricacies of the part, we quickly realised what machines were incapable of meeting our needs. We found the Engineering Technology Group (ETG) and their Mitsubishi EDM solutions; their experts provided us with a solution to meet all of our needs.”
The Mitsubishi MV2400S Type II wire EDM was identified as the perfect choice for the business. It incorporates Mitsubishi’s intuitive AD series CADCAM system – a feature that has instantly slashed programming times. Alloyed claims that programming each job is now more than 75% faster than the previous wire EDM machine.
For further information www.engtechgroup.com





