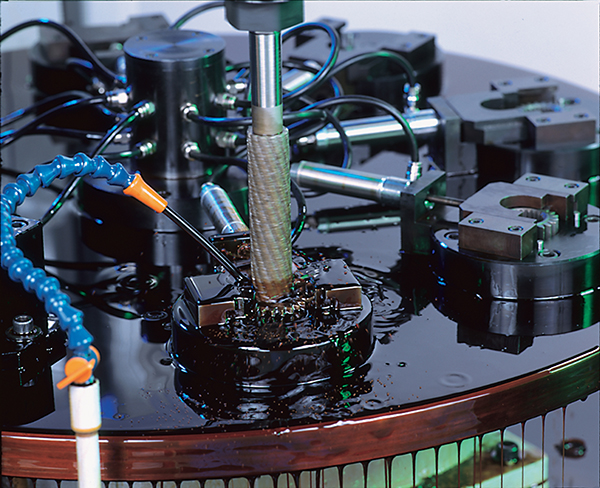
Engis UK has installed one of its latest SPM 6000 bore-finishing machines at the company’s Henley-on-Thames headquarters, where it will undertake process and tooling trials for customers and prospects across Europe.

Engis offers customers a well-equipped bore-finishing laboratory that provides technical support and expertise in developing bore geometries for applications in sectors which include automotive, hydraulics and aerospace, using materials such as ceramics, steels, cast iron and aluminium. The introduction of the SPM 6000 expands on these capabilities, particularly as the machine is supported by leading-edge metrology equipment with the ability to measure the cylindricity, roundness and straightness of bores to an accuracy of 0.1 µm.
This investment in the laboratory demonstrates Engis UK’s belief in working closely with customers to develop optimum solutions to their manufacturing challenges. Each process, including stock removal rates, bore geometry requirements and surface finish, is studied, step-by-step, to ensure all the objectives are met.
Among the most critical features in any bore-finishing system is fixture design. Using the latest machine, Engis technicians will be able to review each application and determine and test the best approach to fixture the part. Other key factors, such as simplicity, versatility and quick change-over, are also taken into consideration so that the entire process can be trialled.
The SPM 6000 is designed to process small to medium-sized components with bores up to 50 mm diameter. Although the machine at Engis UK is a six-spindle model, the SPM 6000 can also be configured with four, eight or 10 spindles.
For further information www.engis.com