Melton Mowbray based KS Composites has continually evolved over the past 40 years to become a global expert in composite and GRP development and manufacturing for sectors that include motorsport, marine, energy, rail, aviation and defence. Here, the company relies on cutting tool experts at Industrial Tooling Corporation (ITC) to deliver results.
Operating out of a 48,000 sq ft manufacturing facility that accommodates more than 100 employees, KS Composites has a long-standing relationship with ITC, as business development manager Dan Johnston explains: “We use ITC cutting tools due to the great working relationship we have with the team and the excellent service we receive. Whether discussing new advancements in tooling technology or looking at building a package of tools to support a project, ITC always give great advice. Even better is the on-site support in running trials to confirm that tooling works as stated.”
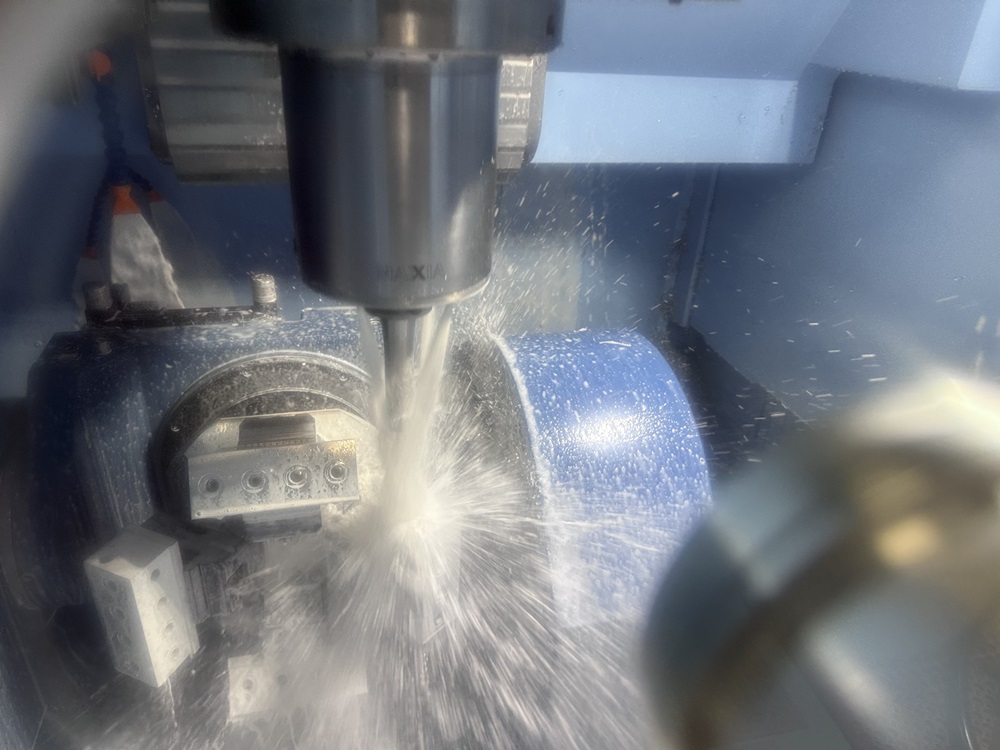
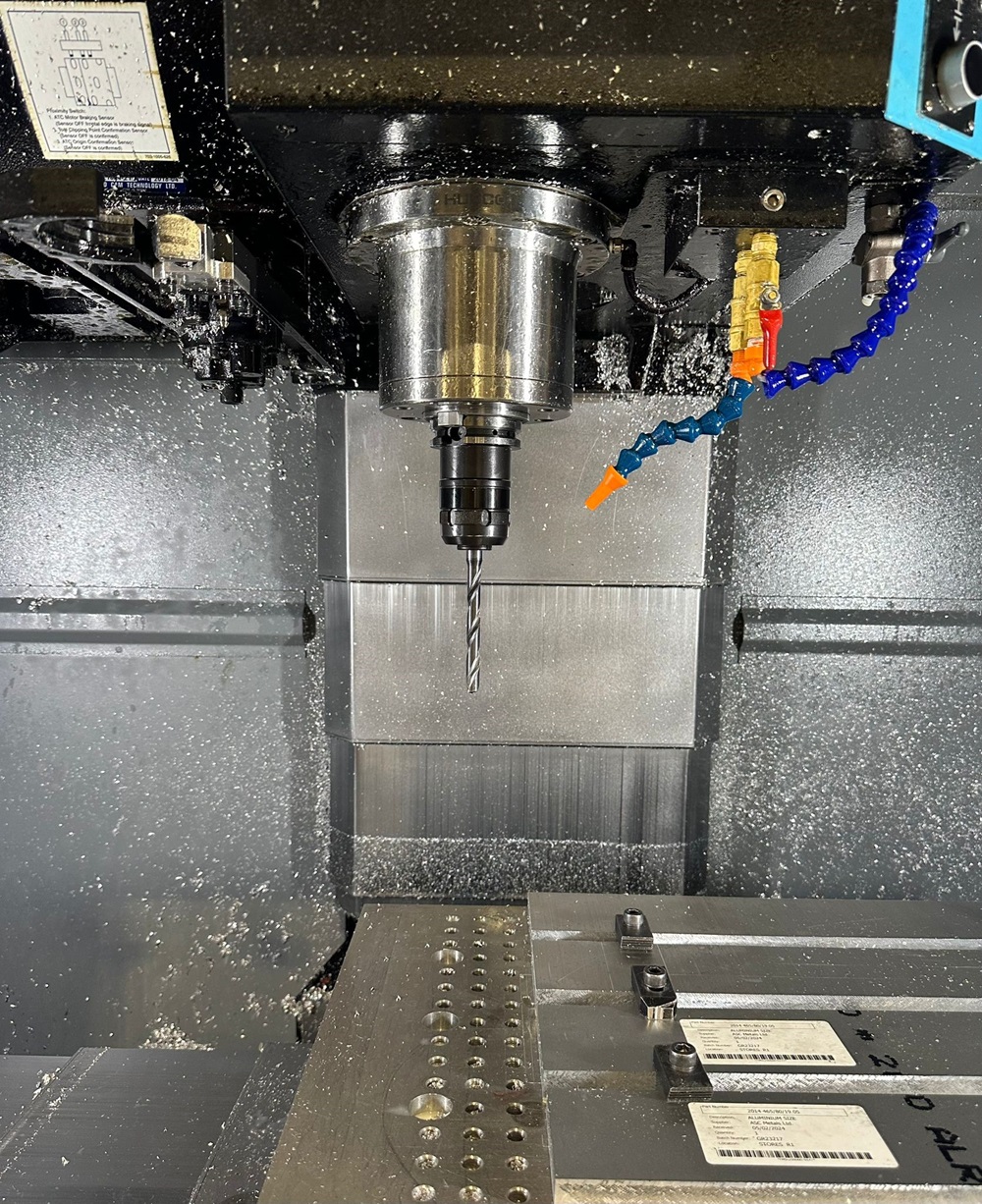
KS Composites uses ITC face mills, end mills, ball-nose cutters, drills and taps among other niche tooling, which help the company to machine patterns, moulds, jigs, components, inserts, props and models. In addition, the business has an on-site vending solution from ITC with a comprehensive stock level that ITC keeps fully serviced.
Looking at the cost savings derived from the ITC range of cutting tools, Johnston says: “When we conducted a full cost analysis of our tooling and the total material removed, it’s clear that the ITC tooling is great value for money. We’ve managed to control costs over the years and ITC has helped to improve efficiencies while enabling our business to embrace the very latest tooling technology for composite machining.”
For further information www.itc-ltd.co.uk