




Mills CNC, the exclusive distributor of Doosan machine tools in the UK and Ireland, has recently supplied high-end audio equipment design and manufacturing specialist, Linn Products, with a customised SYNERGi automated manufacturing cell.
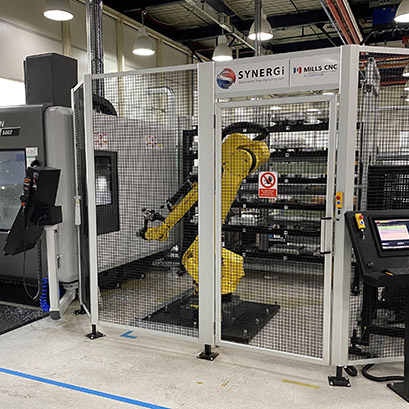
The state-of-the-art cell, installed at the company’s 7200 sq m facility in Glasgow, represents a significant investment for Linn and comprises a new Heidenhain-controlled Doosan DVF 5000 five-axis machining centre and a Fanuc six-axis industrial robot with 45 kg payload. Other features include an integrated racking system that holds up to 24 standard size pallets, 2 m high safety caging/fencing and a 17” touchscreen HMI driven by Mills’ proprietary SYNERGi software. The cell is already running unattended overnight and at weekends
“Our high-end products are machined from solid aluminium,” states director of operations Chris O’Brien. “Product interiors are ‘hollowed out’ and feature a number of chambers, separated by thin walls, where electrical and electronic components are housed. We machine product exteriors to a mirror finish using a large diameter fly cutter that face mills the entire surface in one pass to produce a uniform finish.”
He continues: “We rely on our Doosan machining centres to deliver fast and accurate material removal rates and super-fine finishes. Metal removal on premium products can be in excess of 80%, while part cycle times, owing to roughing, semi-finishing and finishing operations, can take several hours to complete.
“The DVF 5000 machine is a proven performer. It is fast, accurate, flexible and reliable. When in automatic mode the machine’s side door is used, but we can also use it in manual mode via the front door. This means we can use the DVF 5000 as a stand-alone machine when required.”
For further information
www.millscnc.co.uk













