Mills CNC, the exclusive distributor of machine tools from DN Solutions (formerly Doosan), has supplied precision subcontract specialist Endeavor Engineering with a new horizontal machining centre. The machine, a Doosan NHP 5000, was installed at the company’s 9000 sq ft facility in Didcot, Oxfordshire in November 2021 and joins nine other Doosan machines (three Puma lathes and five DNM vertical machining centres) previously acquired by Endeavor.
As intended, the NHP 5000 has significantly increased the company’s milling capacity and, more importantly, its milling capabilities too. The new machine has already proved its worth and has been central to the company securing a number of new machining contracts with both new and existing customers.
Among these are new orders to machine bespoke lightweight aluminium vacuum chambers used for: drying, degassing, sterilising, cooling and distilling medications for the bio-pharmaceutical industry; building and testing semi-conductors; and conducting controlled scientific experiments. These new contracts would have been difficult, if not impossible, to win and fulfil using the company’s existing vertical machining centre resource.
Endeavor’s investment in the NHP 5000 is significant for a number of reasons. Firstly, it was made during the pandemic at a time when many manufacturing companies had battened down the hatches and either cancelled or postponed their capex investments. Secondly, it was the company’s first horizontal machining centre in its 10-year history.
To understand the motivation and rationale behind its latest investment, it is important to know more about Endeavor; what makes it tick and why it has become so successful in such a relatively short space of time.
Endeavor Engineering was created in 2012 by directors Andy Strong and Martin Bell, and today employs 12 members of staff. Rather than becoming a ‘me too’ precision engineering company offering the same services as many other subcontractors – both directors shared a vision about the new enterprise and its future direction from the outset.
This vision, as relevant today as it was back then, is clear, unequivocal and powerful.
It is focused on growth and on achieving differentiation by ensuring that the company’s resources are directed to ensure the machining of high-precision, competitively priced components – delivered on time, every time to customers.
Explains director Andy Strong: “Our aim and ambition are to provide customers with high-quality, best-in-class manufacturing solutions accessed from a single and reliable source.”
Underpinning this vision was (and is) Endeavor’s commitment to continuous improvement and its single-minded business approach to review and evaluate the market in order to identify emerging trends and capitalise on new business opportunities. The company also invests in new, advanced machine tool and manufacturing technologies, and creates technical leadership and differentiation through acquiring general and industry-specific business knowledge and expertise. In addition, Endeavor is flexible and willing to adjust to changing market dynamics.
“We’re an ambitious company focused on growth,” states Strong. “What’s more, we constantly look at ways to improve the services we provide to customers, and strengthen our position within their supply chains. Our intention is to become a vital and indispensable part of their business.”
The outbreak of Covid-19 in 2020 had an impact on Endeavor Engineering and helped further crystallise the directors’ thoughts about the future direction of the company.
Remembers Martin Bell: “Some customers postponed orders, while others cancelled them altogether. It made us think about what else we could do to improve and augment the services we already provide to customers.”
In truth this soul-searching, as part of its continuous improvement programme, was already underway.
The company was actively exploring ways to increase its floor space and was investigating whether it could acquire an adjacent unit, a move that would double space at Endeavor to 9000 sq ft when the purchase took place in autumn 2021.
“The increase in floor space helped us to increase our productivity levels and operational efficiencies by enabling us to improve the machine shop layout, as well as helping us create dedicated office space and a separate assembly area,” explains Bell. “It will also enable us to site and install any new machine tools and new technologies we want or need to acquire in the future.”
Endeavor regularly invests in advanced Doosan machine tools from Mills CNC and, prior to the pandemic, was seriously looking at expanding its milling operations still further.
“Rather than continuing to only invest in three-axis vertical machining centres we began to consider multi-tasking machining centres, specifically five-axis and horizontal machining centres,” says Strong. “We were confident that having access to multi-tasking/multi-axis machines with integrated automation would enable us to pick up new and different work from existing customers and win new machining contracts from new customers.”
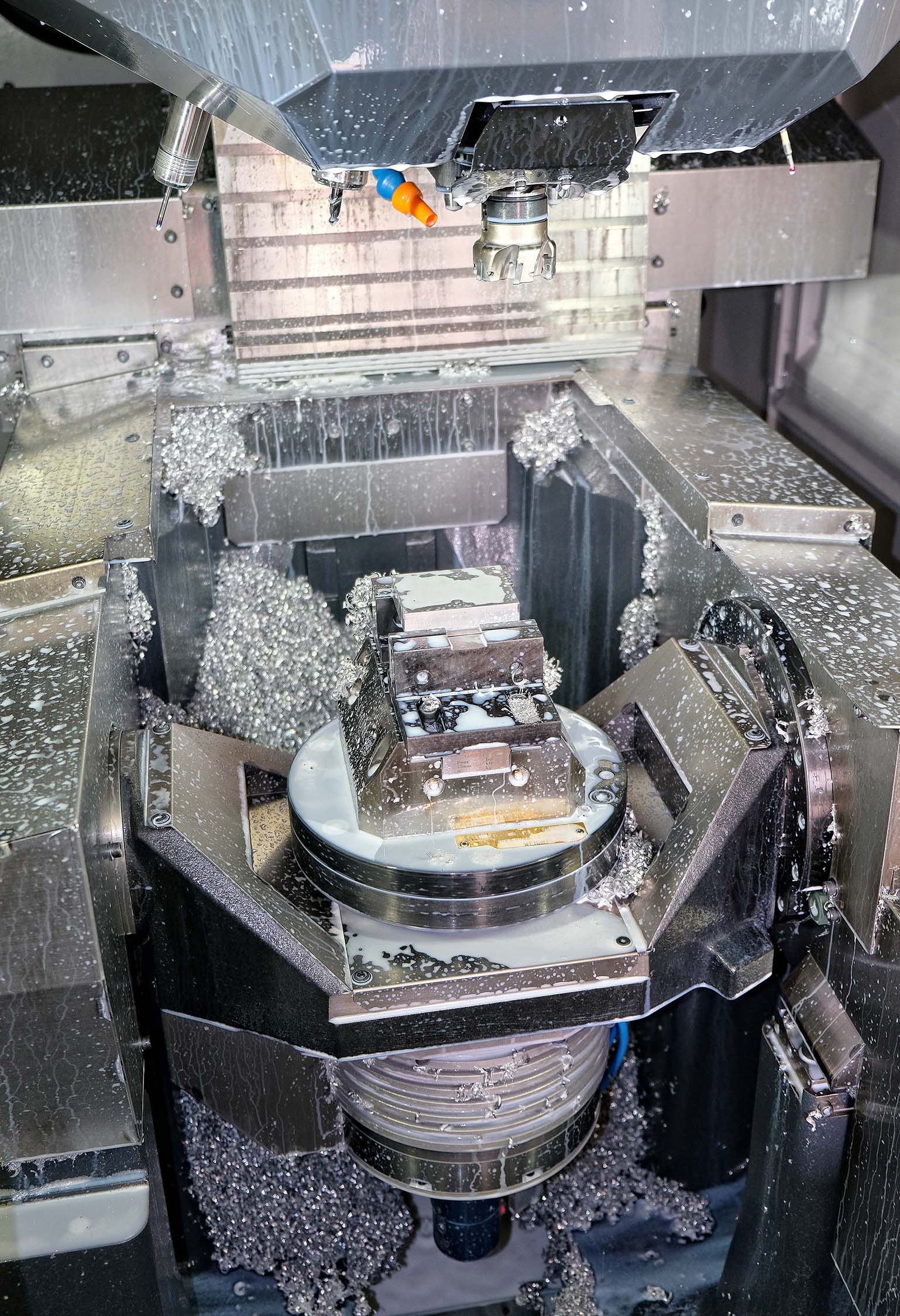
The NHP 5000 is a linear guide horizontal machining centre that minimises non-cutting time. Notably, the machine is equipped with two 500 x 500 mm pallets, B-axis indexing capability, a high-torque BT40 built-in spindle (30 kW/15,000 rpm), a 60-position ATC and the 31i Fanuc control. It also boasts 60m/min rapids.
The machine delivered to Endeavor features spindle and workpiece probing for in-process measurement and a swarf management system for improved process reliability.
“Our NHP 5000 is a productivity powerhouse,” says Bell. “The twin-pallet configuration enables us to set up jobs on the free pallet while machining takes place on the other. And the B-axis indexing capability enables five-face/side machining to occur in a single set up.”
The aluminium vacuum chambers machined on the NHP 5000 are characterised by their precision and complexity. Machined from solid, they typically involve numerous machining operations and long machining runs (in excess of 25 hours), and have a number of intricate design features that include ports, flanges, seals and pockets that are machined to geometric tolerances of 10 µm or better and surface finishes down to Ra 0.4 µm.
Roughing operations can be particularly long and arduous, and the ability to ramp up speeds and feeds and take more aggressive depths of cut to optimise material removal rates helps reduce cycle times and improve process efficiencies.
“We wouldn’t and couldn’t have entertained the idea of machining vacuum chambers and similar-type parts on our existing vertical machines,” says Strong. “The number of different set-ups, re-fixturing operations and operator interventions required to machine the parts to completion on a vertical would have had a negative impact on cost-per-part, and would have tied up our vertical machining centre resource creating delays and production bottlenecks.
“Instead, the NHP 5000, with its twin-pallets, large working envelope, powerful spindle, thermal compensation, generous sized ATC and efficient chip management system make it ideal for this type of work,” he continues. “With more and more work coming in for the NHP 5000, the decision to invest in our first horizontal machining centre has been vindicated.”
For further information www.millscnc.co.uk