With demand in the aerospace sector continuing to rise, Moyola Precision Engineering has taken a bold step forward in its production capabilities – investing in the UK’s first HBZ AeroCell 160-400 five-axis horizontal machining centres from Bavius. The machines mark a major milestone in Moyola’s ongoing commitment to performance, innovation and global competitiveness.
In response to continued growth and increasing demand across the aerospace sector, Moyola launched a strategic R&D initiative to expand capacity and transformed its manufacturing approach for a major international aerospace programme. The project focused on developing a new method of manufacturing, incorporating innovative tooling strategies and a reimagined, highly efficient production workflow.
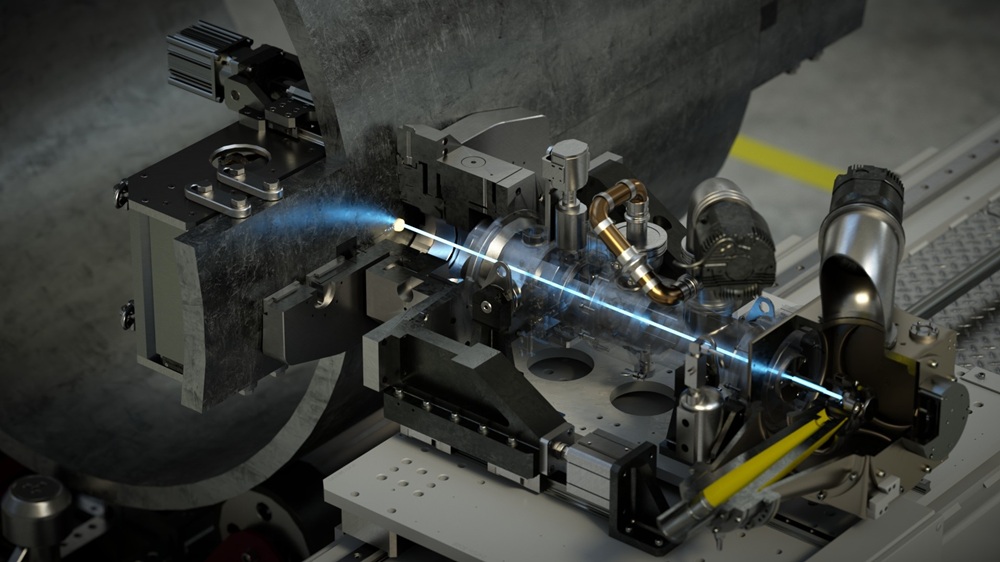
Central to this initiative was the installation of two HBZ AeroCell 160-400 machines – the latest arriving in February 2025 – configured as a fully integrated twin-pallet manufacturing cell and tailored for high-speed machining of large aluminium aerospace parts.
Lee Averill CADCAM engineering manager at Moyola, says: “The HBZ AeroCell set up has played a pivotal role in redefining our approach to large workpiece machining, consistently exceeding expectations in both speed and precision.”
Today, the AeroCell machines are operating at full production capacity. Thanks to optimised engineering, intelligent pallet handling, and a well-balanced takt time, Moyola
benefits from a highly stable and continuous machining process with minimal downtime an ideal setup for scaling production while maintaining precision and consistency.
This new capability has allowed Moyola to deliver on critical production commitments with greater flexibility and efficiency. The combination of high-speed machining and ultra-precise output means Moyola can continue to meet the demanding requirements of the aerospace sector with confidence.
More information www.engtechgroup.com