With a skills shortage in the manufacturing industry, WLR Precision Engineering had a burning desire to automate its high-precision production while maintaining the skill levels of its qualified engineering team. The opportunity to increase throughput, precision, quality and consistency prompted the Wilford-based subcontractor to purchase a five-axis Kern Micro Vario machining centre with an Erowa Compact 80 automated pallet loading system from Rainford Precision.
Located just south of Nottingham, WLR undertakes everything from prototype work to small and medium batches for manufacturers in the oil exploration, medical and pharmaceutical sectors, to name but a few. As a company ‘dedicated to precision’, the ISO9001-certified manufacturer is already an existing Kern user, installing a Pyramid Nano machining centre in 2013.
Discussing why WLR invested in its second Kern machine, the automated Kern Micro Vario, WLR managing director Kevin Callon says: “One of my regrets was not having some form of automation on the Pyramid Nano when we first bought it, despite having the option. There was no way we would have bought another Kern without some form of automated loading to maximise the running hours of the machine.”
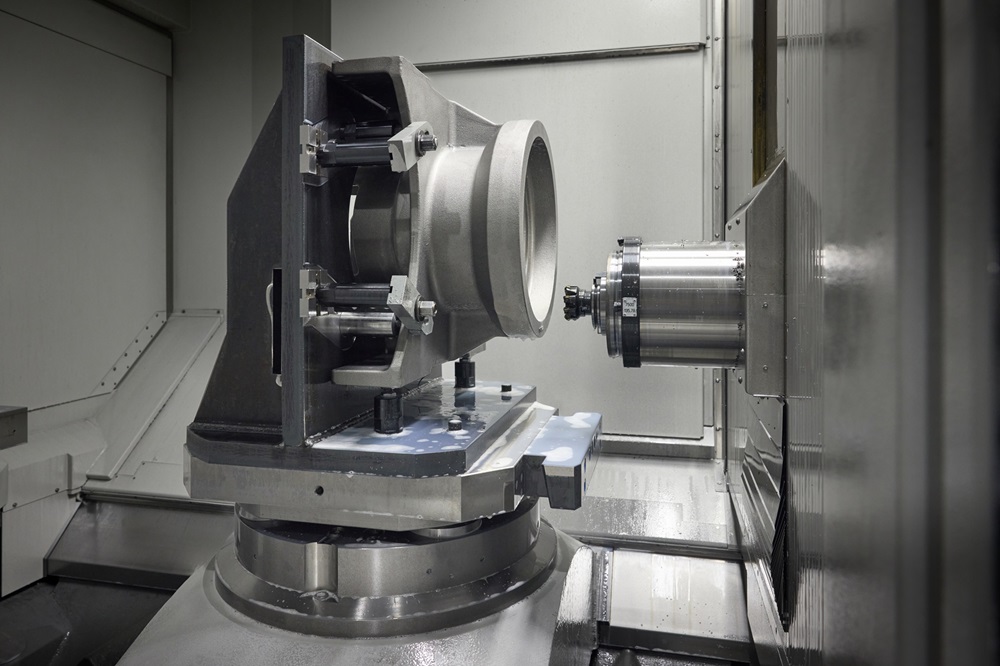
With an 80-component Erowa pallet loading system and a 90-position automatic tool change, the Kern Micro Vario was the perfect solution. It enables WLR to run production continuously ‘lights-out’ while utilising the existing Pyramid Nano for smaller batch runs and one-offs during daytime working hours.
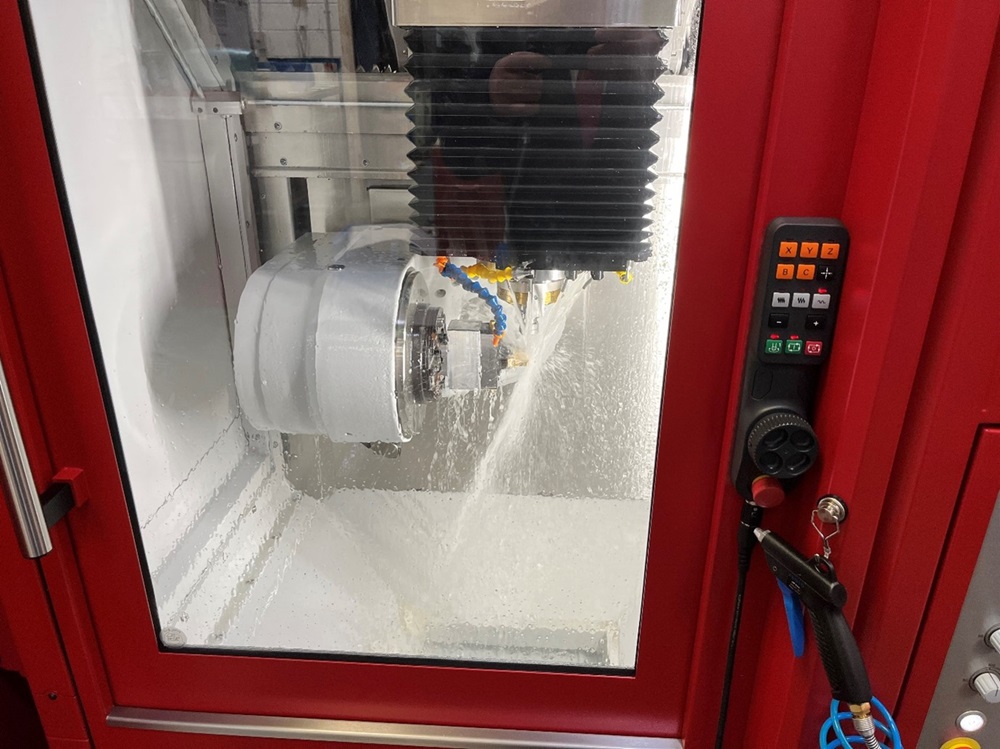
“The consistency of the components produced on the new Kern is amazing, with repeatability to the micron,” states Callon. “In fact, the precision is so impeccable that we now channel as much work as possible through the Kern Micro Vario.”
More information www.rainfordprecision.com