Scottish subcontract manufacturer Euro Precision Ltd has specified cutting tools from Industrial Tooling Corporation (ITC) to improve productivity on a range of automotive components. The Glenrothes-based subcontract engineering company has built its reputation on manufacturing critical precision components and assemblies to exacting quality standards for the automotive, aerospace, medical, telecommunications petrochemical and electronics sectors.

The diverse customer base has been established over a 25 year history, and from its 30,000 sq ft factory, the company boasts clients such as Siemens Healthcare, Glenair, Leonardo, Zeiss and AMG Petronas, to list but a few. With a customer base of which any subcontract business would be proud, Euro Precision has established a reputation for the production of high-quality workmanship, inspired innovation, cost-effective solutions and customer service.
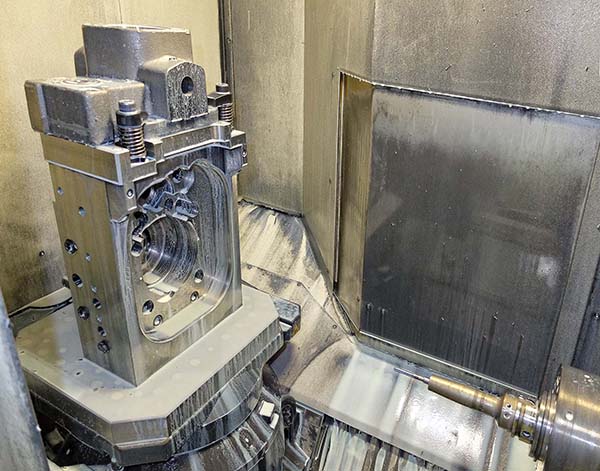
The Fife company recently undertook a project for Mercedes HPP (High Performance Powertrains) that required programming and tooling efficiencies, and general improvements for machining a series of engine components. The complex outlet manifolds and valve waste assemblies are produced from Inconel 625 on Euro Precision’s Matsuura MAM-72 five-axis multi-pallet machining centre. Manufactured for the next generation of supercar, the Mercedes HPP project requires over 2700 manifold outlets and 2000 valve waste assemblies. With such production volumes, it was critical for Euro Precision to get the process running
as efficiently as possible, and this is where ITC entered the fray.
Commenting upon the situation, Euro Precision’s engineering manager Grant Steele says: “We required a stable process that could achieve the shortest possible cycle time, while returning good size control and cost-effective tooling solutions. I already tooled the part up with another manufacturer and, because material was Inconel 625, I was expecting to take a hit on slower machining times and poor tool life. However, based on production requirements and the project timeframe, I couldn’t live with the current method.

“I discussed the situation with Gary Heaney from ITC,” he continues. “Gary has been a regular supplier of high-quality aluminium cutting tools to Euro Precision for a long time. Down the years, he has successfully supported us on many machining projects to reduce cycle times, tooling costs, and improve our machining performance and consistency. With his experience of supplying tooling to the aerospace engine sector – primarily involving the cutting of high-temperature alloys – Gary seemed the obvious go-to person.”
Heaney immediately manged to double surface speeds by introducing ITC’s Cyber series of multi-flute, variable-helix end mills and a trochoidal machining strategy at 3xD axial depth of cut with 4% radial step over and high feed per tooth.
“With some subtle programme changes, we instigated a trochoidal machining strategy that increased the step over and radial engagement with the application of ITC’s 12 mm diameter solid-carbide Cyber series,” says Steele. “This reduced the cycle time by 50% and increased tool life by three times.”
By implementing a machining strategy that incorporated a 3xD axial depth of cut instead of the previous 1.5xD strategy, Euro Precision was able to conduct most of the rough machining in a single pass. The machining parameters far exceeded the realms of possibility for the previous tools supplied by a prominent international tooling vendor. Notably, the performance of the ITC Cyber series and its ability to prolong machining on such a challenging material led to further ITC solid-carbide end mills being introduced to the project.
Says Steele: “Following the success of the roughing tools, I asked Gary to look at the entire part. He subsequently supplied a range of radii corner tools and micro ball end mills that have performed first time, every time. We’re now machining another high-performance engine component and ITC’s Cyber tooling is again producing the goods.

“Gary certainly hasn’t rested on his laurels,” adds Steele. “He is always looking to provide continuous improvement and we are already testing new indexable tooling solutions from ITC business partner Widia.”
The Scottish manufacturing success story at Euro Precision is built upon the foundation of high-specification machine tools like the two Matsuura MAM72 five-axis machining centres. The Matsuura machines incorporate the Big Kaiser face and taper dual-contact spindle interface, which ITC says is the only genuine face and taper contact system on the market. To benefit from the performance, rigidity and precision of the Big Kaiser face and taper system, which guarantees run-out of 1 µm at the nose and 3 µm at 4xD, Euro Precision has installed a complete range of Big Kaiser precision collet and chuck systems (available in the UK from ITC).
The stability of the Matsuura spindle configuration and Big Kaiser face and taper interface has enabled ITC to introduce a variety of high-performance tooling solutions. Included are a complete suite of five and six-flute VariMill end mills, as well as indexable face and shoulder milling tools from Widia with both rough and finish machining insert designations.
The machining platform has enabled ITC’s Heaney to utilise both the ITC and Widia tools to full effect. Ultimately, the results have been a revelation to Euro Precision, which has also implemented Widia indexable drilling and turning, as well as solid-carbide drilling tools, to great success following the Mercedes Inconel project.
For further information www.itc-ltd.co.uk