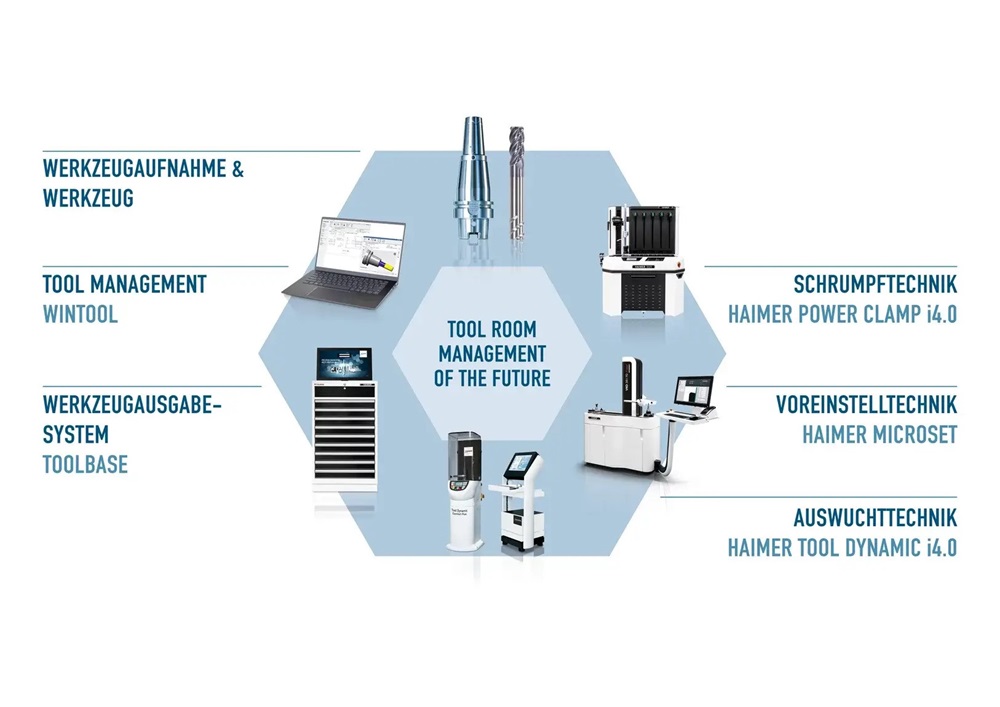
At the AMB exhibition in Stuttgart towards the end of last year, Haimer showed how modern tool management works: with high-quality, process-reliable components and end-to-end digitisation, through to fully automated tool presetting and secure transmission of digital tool data to the machine. A striking highlight of the Haimer stand was the fully digitised toolroom.
Tool management must be made as easy as possible for manufacturing companies – whether small or large. End-to-end digitisation and automation play a decisive role.
“We offer our customers the analogue and digital tool set-up process from a single source,” emphasises Andreas Haimer, president of the Haimer Group. “Starting from our tool holders and tools, as well as Toolbase dispensing systems, the data is managed digitally by WinTool software, right through to transmission to the machine tool control. Our Haimer Power Clamp, Tool Dynamic and Microset machines are available for the analogue set-up process. That’s unique.”
The WinTool data hub, which enables the management of tools, operating resources, machine programs, processes and master data, plays a central role in the overall process.
He adds: “In order to provide our customers with a proven, high-performance, digital offering, we acquired a 25% share in WinTool AG at the beginning of 2024 and agreed a strategic partnership with the TCM Group. Since then, the WinTool and Toolbase product lines have been part of the Haimer range.”
To ensure that the digital processes in tool management work reliably, the tools and their chucks should be identified as uniquely as possible. Haimer therefore supplies all tool holders with a unique ID – in the form of a laser-engraved, unique data matrix code that prevents any mix-ups.
More information www.haimer.com