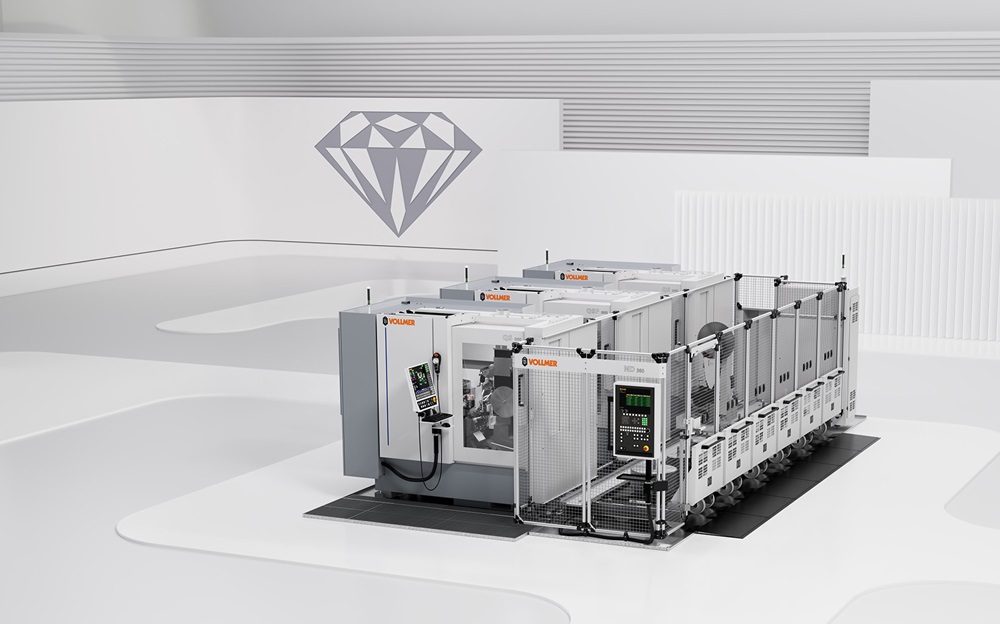
For all that the new Vollmer QS 860 and QSF 860 disc erosion machines may look the same and have virtually identical construction, they do in fact have some key differences. One twin sharpens the free surfaces of PCD circular saws, while the other sharpens the flank-free surfaces.
Intuitive control, integrated measuring equipment and handling systems ensure automated machining, while digitalisation by means of standard IoT gateway, data entry station and DCN operation optimise the erosion processes for the production and maintenance of PCD circular saws.
With its hardness rating of 10, diamond really is the king of machining. Circular saws tipped with PCD achieve long operating lives in metal and even highly abrasive composite material machining. To ensure that PCD circular saws retain their sharpness, Vollmer launched two new disc erosion machines.
With the QS 860 and QSF 860 twins, saw manufacturers can produce their PCD circular saws with different geometries and diameters from 80 to 860 mm. It is also possible to resharpen existing PCD circular saws. Vollmer’s ND handling systems, which automatically load up to three machines – with up to 650 PCD circular saw blades depending on the model and specification – ensure unmanned machining around the clock.
Both machines have a robust design, complete CNC control and measuring equipment for fully automated set-up and work processes. They have measuring sensors that record all relevant parameters and deliver precise 3D measurement accuracy. The sensors detect newly inserted teeth and sharpen these to size, while the feed pawls automatically detect broken teeth and determine the tooth pitches so that manual adjustment is unnecessary.
Thanks to Vollmer’s tried-and-tested operation, users can control and programme the QS 860 and QSF 860 via touchscreen or keypad. More information www.vollmer-group.com