Thanks to the technologies of Holroyd Precision, a major industrial group in northern China will soon embark on the production of its own range of air ends, helical rotors and screw compressors.

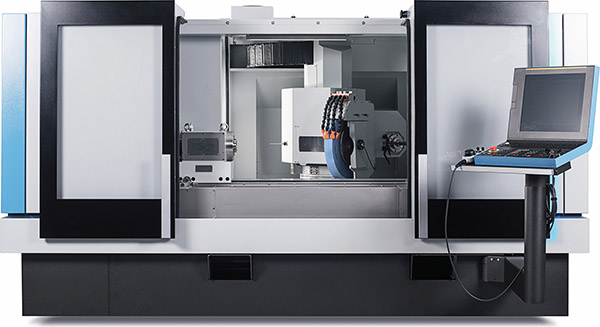
A £1.4m order was secured recently that requires Holroyd Precision to supply one of its helical rotor and thread grinding machines to the customer. The machine, a Holroyd TG 350E, is set for delivery in early 2019, when it will be used to precision-grind helical components of up to 350 mm in diameter and 1795 mm in length.
“We are delighted to have secured this significant order,” comments Holroyd regional sales director, Steven Benn. “Although for commercially sensitive reasons we cannot name the customer, it is particularly rewarding to know that in their quest to achieve the highest levels of precision in rotor manufacture, they recognised the uncompromising levels of accuracy that our technologies offer.
“As we are members of the Manchester-China Forum,” he continues, “securing this significant order also underpins our ongoing drive to strengthen ties between the city and China.”
Equally suited to prototyping, batch and volume production, TG series machines are designed primarily for the finish-grinding of helical screw components such as worm screws and rotors after they have been milled to a rough or semi-finished state. Fully automated on-machine probing provides closed-loop feedback of corrections to the dresser wheel and does not require a high level of operator skill.
For further information www.holroyd.com